"数控工艺基础中"“加工坐标系设定”的内容中,已介绍了通过对刀方式设置加工坐标系的方法,这一方法也适用于加工中心。由于加工中心具有多把刀具,并能实现自动换刀,因此需要测量所用各把刀具的基本尺寸,并存入数控系统,以便加工中调用,即进行加工中心的对刀。加工中心通常采用机外对刀仪实现对刀。
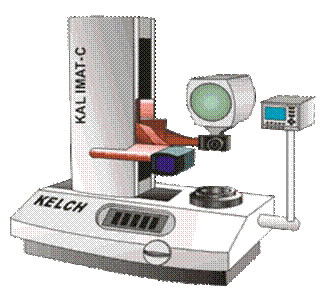
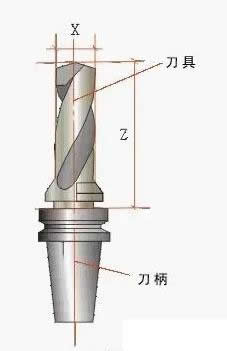
图5.29 对刀仪的基本结构 图5.30钻削刀具
对刀仪的基本结构如图5.29所示。图5.29中,对刀仪平台7上装有刀柄夹持轴2,用于安装被测刀具,如图5.30所示钻削刀具。通过快速移动单键按钮4和微调旋钮5或6,可调整刀柄夹持轴2在对刀仪平台7上的位置。当光源发射器8发光,将刀具刀刃放大投影到显示屏幕1上时,即可测得刀具在X(径向尺寸)、Z(刀柄基准面到刀尖的长度尺寸)方向的尺寸。
钻削刀具的对刀操作过程如下:
1.将被测刀具与刀柄联接安装为一体;
2.将刀柄插入对刀仪上的刀柄夹持轴2,并紧固;
3.打开光源发射器8,观察刀刃在显示屏幕1上的投影;
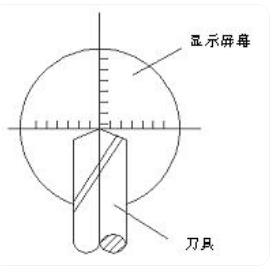
4.通过快速移动单键按钮4和微调旋钮5或6,可调整刀刃在显示屏幕1上的投影位置,使刀具的刀尖对准显示屏幕1上的十字线中心,如图5.31;
5. 测得X为20,即刀具直径为φ20mm,该尺寸可用作刀具半径补偿;
6.测得Z为180.002,即刀具长度尺寸为180.002 mm,该尺寸可用作刀具长度补偿;
7.将测得尺寸输入加工中心的刀具补偿页面;
8.将被测刀具从对刀仪上取下后,即可装上加工中心使用。