



圆柱螺纹编程螺纹导程为1.5mm, δ=1.5mm, δ '=1mm ,每次吃刀量(直径值)分别为0.8mm、0.6 mm 、0.4mm、0.16mm
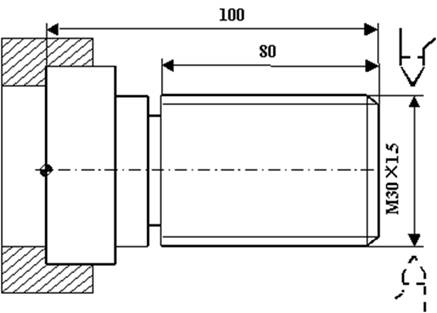
图1 螺纹编程实例
%300
N1 G92 X50 Z120 (设立坐标系,定义对刀点的位置)
N2 M03 S300 (主轴以300r/min旋转)
N3 G00 X29.2 Z101.5 (到螺纹起点,升速段1.5mm,吃刀深0.8mm)
N4 G32 Z19 F1.5 (切削螺纹到螺纹切削终点,降速段1mm)
N5 G00 X40 (X轴方向快退)
N6 Z101.5 (Z轴方向快退到螺纹起点处)
N7 X28.6 (X轴方向快进到螺纹起点处,吃刀深0.6mm)
N8 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N9 G00 X40 (X轴方向快退)
N10 Z101.5 (Z轴方向快退到螺纹起点处)
N11 X28.2 (X轴方向快进到螺纹起点处,吃刀深0.4mm)
N12 G32 Z19 F1.5 (切削螺纹到螺纹切削终点)
N13 G00 X40 (X轴方向快退)
N14 Z101.5 (Z轴方向快退到螺纹起点处)
N15 U-11.96 (X轴方向快进到螺纹起点处,吃刀深0.16mm)
N16 G32 W-82.5 F1.5 (切削螺纹到螺纹切削终点)
N17 G00 X40 (X轴方向快退)
N18 X50 Z120 (回对刀点)
N19 M05 (主轴停)
N20 M30 (主程序结束并复位)
