1. 加工坐标系设置G50
编程格式 G50 X~ Z~
式中X、Z的值是起刀点相对于加工原点的位置。G50使用方法与G92类似。
在数控车床编程时,所有X坐标值均使用直径值,如图所示。
例:按图设置加工坐标的程序段如下:
G50 X128.7 Z375.1

2. 快速定位指令G00
G00指令命令机床以最快速度运动到下一个目标位置,运动过程中有加速和减速,该指令对运动轨迹没有要求。其指令格式:
G00 X(U)____ Z(W)____;
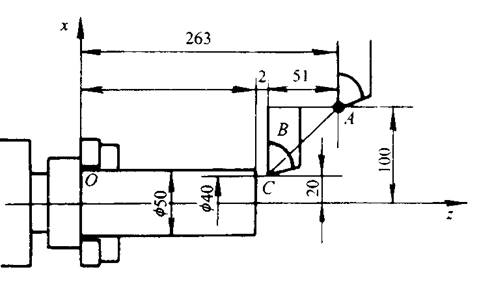
当用绝对值编程时,X、Z后面的数值是目标位置在工件坐标系的坐标。当用相对值编程时,U、W后面的数值则是现在点与目标点之间的距离与方向。如图所示的定位指令如下:
G50 X200.0 Z263.0; 设定工件坐标系
G00 X40.0 Z212.0; 绝对值指令编程A→C
或G00 U-160.0 W-51.0; 相对值指令编程A→C
因为X轴和Z轴的进给速率不同,因此机床执行快速运动指令时两轴的合成运动轨迹不一定是直线,因此在使用G00指令时,一定要注意避免刀具和工件及夹具发生碰撞。如果忽略这一点,就容易发生碰撞,而快速运动状态下的碰撞就更加危险
3. 直线插补指令G01
G01指令命令机床刀具以一定的进给速度从当前所在位置沿直线移动到指令给出的目标位置。
指令格式:G01 X(U)____Z(W)____F ;
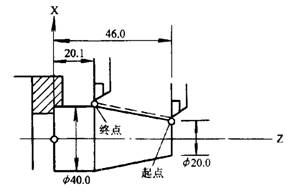
其中F是切削进给率或进给速度,单位为mm/r或mm/min,取决于该指令前面程序段的设置。使用G01指令时可以采用绝对坐标编程,也可采用相对坐标编程。当采用绝对坐编程时,数控系统在接受G01指令后,刀具将移至坐标值为X、Z的点上;当采用相对坐编程时,刀具移至距当前点的距离为U、W值的点上。如图所示的直线运动指令如下:
G01 X40.0 Z20. F0.2; 绝对值指令编程
G01 U20.0 W-25.9 F0.2; 相对值指令编程