
程序段格式:
G32 X(U) Z(W) R E P F
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。程序段中地址X省略为圆柱螺纹车削,地址Z省略为端面螺纹车削,地址X、Z都不省略为圆锥螺纹车削。F为螺纹导程。
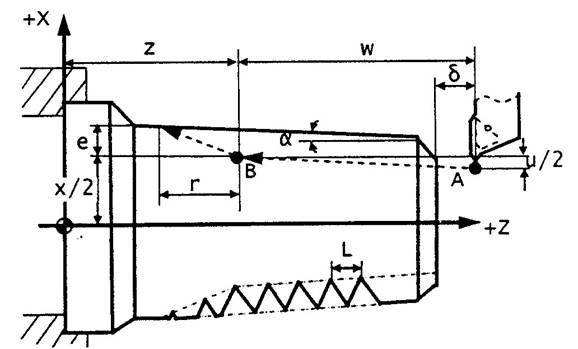
注意:螺纹车削加工为成型车削,且切削进给量大,刀具强度较差,一般要求分数次进给加工。在螺纹加工轨迹中应设置足够的升速进刀段δ和降速退刀段δ′,以消除伺服滞后造成的螺距误差。



程序段格式:
G32 X(U) Z(W) R E P F
使用G32指令能加工圆柱螺纹、锥螺纹和端面螺纹。程序段中地址X省略为圆柱螺纹车削,地址Z省略为端面螺纹车削,地址X、Z都不省略为圆锥螺纹车削。F为螺纹导程。
注意:螺纹车削加工为成型车削,且切削进给量大,刀具强度较差,一般要求分数次进给加工。在螺纹加工轨迹中应设置足够的升速进刀段δ和降速退刀段δ′,以消除伺服滞后造成的螺距误差。
阿凡达共发布829篇

 最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
最简单的数车编程 编程起步必看(附FANUC与华中系统代码对照)
2023-05-211218
2023-05-211027
2023-05-201062
2023-05-201042
2023-05-201063
2023-05-201037
2023-05-201004
2023-05-201124
2023-05-191047
2023-05-191573