
一般对刀是指在机床上使用相对位置检测手动对刀。下面以Z向对刀为例说明对刀方法,见图1。
刀具安装后,先移动刀具手动切削工件右端面,再沿X向退刀,将右端面与加工原点距离N输入数控系统,即完成这把刀具Z向对刀过程。
手动对刀是基本对刀方法,但它还是没跳出传统车床的“试切--测量--调整”的对刀模式,占用较多的在机床上时间。此方法较为落后。
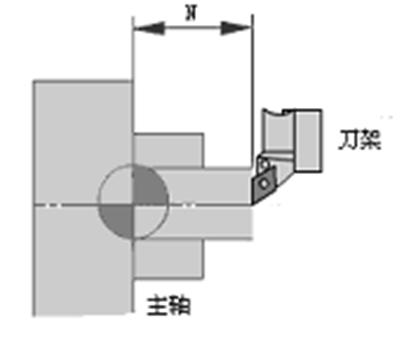
图1 相对位置检测对刀



一般对刀是指在机床上使用相对位置检测手动对刀。下面以Z向对刀为例说明对刀方法,见图1。
刀具安装后,先移动刀具手动切削工件右端面,再沿X向退刀,将右端面与加工原点距离N输入数控系统,即完成这把刀具Z向对刀过程。
手动对刀是基本对刀方法,但它还是没跳出传统车床的“试切--测量--调整”的对刀模式,占用较多的在机床上时间。此方法较为落后。
图1 相对位置检测对刀
编程爱好者共发布605篇

2024-01-031490
2023-04-24510
2023-04-24464
2023-04-24452
2023-04-24403
2023-04-24360
2023-04-24258
2023-04-24278
2023-04-24257
2023-04-24228
