



(1)工序设计的主要任务:确定工序的具体加工内容、切削用量、工艺装备、定位安装方式及刀具运动轨迹,为编制程序作好准备。
(2) 确定加工路线的原则:
加工路线的设定是很重要的环节,加工路线是刀具在切削加工过程中刀位点相对于工件的运动轨迹,它不仅包括加工工序的内容,也反映加工顺序的安排,因而加工路线是编写加工程序的重要依据。
1)加工路线应保证被加工工件的精度和表面粗糙度。
2)设计加工路线要减少空行程时间,提高加工效率。
3)简化数值计算和减少程序段,减少编程工作量。
4)根据工件的形状、刚度、加工余量、机床系统的刚度等情况,确定循环加工次数。
5)合理设计刀具的切入与切出的方向。采用单向趋近定位方法,避免传动系统反向间隙而产生的定位误差。
6)合理选用铣削加工中的顺铣或逆铣方式。一般来说,数控机床采用滚珠丝杠,运动间隙很小,因此顺铣优点多于逆铣。
(3)数控机床加工路线:
1)数控车床加工路线: 数控车床车削端面加工路线如图2.4所示的A-B-0p-D,其中A为换刀点,B为切入点,C--0p为刀具切削轨迹,0p为切出点,D为退刀点。
图2.4 数控车床车削端面加工路线 图2.5 数控车床车削外圆加工路线
数控车床车削外圆的加工路线如图2.5所示A-B-C-D-E-F,其中A为换刀点,B为切入点,C--D--E为刀
具切削轨迹,E为切出点,F为退刀点。
2)数控铣床加工路线:立铣刀侧刃铣削平面零件外轮廓时,应沿着外轮廓曲线的切向延长线切入或切出,避免切痕,保证零件曲面的平滑过渡。
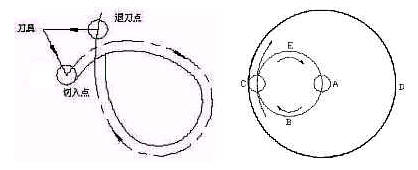
图2.6 外轮廓铣削的加工路线 图2.7 内轮廓铣削的加工路线
当铣削封闭内轮廓表面时,刀具也要沿轮廓线的切线方向进刀与退刀,如图2.7所示,A-B-C为刀具切向切入轮廓轨迹路线,C-D-C为刀具切削工件封闭内轮廓轨迹,C-E-A为刀具切向切出轮廓轨迹路线。
3)孔加工定位路线:要注意各孔定位方向的一致性,即采用单向趋近定位方法,这样的定位方法避免了因传动系统反向间隙而产生的定位误差,提高孔的位置精度。如图2.8所示
图2.8 孔加工定位路线
(4)工件的安装与夹具的选择
1)工件的安装
①力求符合设计基准、工艺基准、安装基准和工件坐标系的基准统一原则。
②减少装夹次数,尽可能做到在一次装夹后能加工全部待加工表面。
③尽可能采用专用夹具,减少占机装夹与调整的时间。
2) 夹具的选择
①小批量加工零件,尽量采用组合夹具,可调式夹具以及其它通用夹具。
②成批生产考虑采用专用夹具,力求装卸方便。
③夹具的定位及夹紧机构元件不能影响刀具的走刀运动。
④装卸零件要方便可靠,成批生产可采用气动夹具、液压夹具和多工位夹具。
5)切削用量的选择
切削用量包括切削速度Vc (或主轴转速n)、切削深度ap和进给量f,选用原则与普通机床相似:粗加工时,以提高生产率为主,可选用较大的切削量;半精加工和精加工时,选用较小的切削量,以保证工件的加工质量。
1)数控车床切削用量
①切削深度ap:在工艺系统刚性和机床功率允许的条件下,可选取较大的切削深度,以减少进给次数。当工件的精度要求较高时,则应考虑留有精加工余量,一般为0.1~0.5mm。
切削深度ap计算公式:ap=( dw- dm)/2
式中 :
dw—待加工表面外圆直径,单位: mm
dm—已完成加工后的表面外圆直径,单位: mm
② 切削速度Vc:切削速度由工件材料、刀具材料及加工性质等因素所确定,可查表。
切削速度Vc计算公式: Vc=Πdn/1000 (m/min)
式中:
d—工件或刀尖的回转直径,单位: mm
n—工件或刀具的转速,单位: r/min
③ 进给速度:进给速度是指单位时间内,刀具沿进给方向移动的距离,单位为mm/min,也可表示为主轴旋转一周刀具的进给量,单位为mm/r。
进给速度Vf的计算: Vf = n f
式中:
n—车床主轴的转速,单位: r/min 。
f—刀具的进给量,单位: mm/r
2) 数控铣床切削用量选择
数控铣床的切削用量包括切削速度vc 、进给速度vf 、背吃刀量ap和侧吃刀量ac。切削用量的选择方法是考虑刀具的耐用度,先选取背吃刀量或侧吃刀量,其次确定进给速度,最后确定切削速度。
①背吃刀量ap(端铣)或侧吃刀量ac(圆周铣)
如图2.9所示,背吃刀量ap为平行于铣刀轴线测量的切削层尺寸,单位为mm;
侧吃刀量ac 为垂直于铣刀轴线测量的切削层尺寸,单位为mm,
端铣背吃刀量和圆周铣侧吃刀量的选取主要由加工余量和对表面质量要求决定。
图2.9 铣刀铣削用量
②进给速度vf
进给速度指单位时间内工件与铣刀沿进给方向的相对位移,单位为mm/min。它与铣刀转速n、铣刀齿数Z及每齿进给量fz(单位为mm/z)有关。
进給速度的计算公式: vf = fz Z n
式中: 每齿进给量fz的选用主要取决于工件材料和刀具材料的机械性能、工件表面粗糙度等因素。当工件材料的强度和硬度高,工件表面粗糙度的要求高,工件刚性差或刀具强度低,fz值取小值。硬质合金铣刀的每齿进给量高于同类高速钢铣刀的选用值,可查表选用。
③切削速度
铣削的切削速度与刀具耐用度T、每齿进给量fz 、背吃刀量ap 、侧吃刀量ac 以及铣刀齿数Z成反比,与铣刀直径d成正比。其原因是fz 、 ap 、 ac 、Z增大时,使同时工作齿数增多,刀刃负荷和切削热增加,加快刀具磨损,因此,刀具耐用度限制了切削速度的提高。如果加大铣刀直径,则可以改善散热条件,相应提高切削速度。
(6)对刀点和换刀点的选择
1)对刀点是刀具相对工件运动的起点,程序就是从这一点开始的,故又叫程序原点或程序起点(起刀点)。
其选择原则是:
①应尽量选在零件的设计基准或工艺基准上,如以孔定位的零件,应以孔中心作为对刀点。
②对刀点应选在对刀方便的位置,便于观察和检测。
③应便于坐标值的计算。如绝对坐标系的原点或已知坐标值的点上。
④使加工程序中刀具引入(或返回)路线短并便于换刀。
2)对刀点可选在零件上,也可选在夹具或机床上,若选在夹具或机床上,则必须与工件的定位基准有一定的尺寸联系。如图2.10所示。
图2.10 对刀点和换刀点的确定
3)对刀时,应使“刀位点”与“对刀点”重合,对刀的准确程度直接影响加工精度,不同刀具的刀位点是不同的。如图2.11所示。
图2.11 不同刀具的刀位点
4)对数控车床、镗铣床、加工中心等多刀加工数控机床,因加工过程中要进行换刀,故编程时应考虑不同工序间的换刀位置,设置换刀点。为避免换刀时刀具与工件及夹具发生干涉,换刀点应设在工件外合适的位置。如上图2.10所示。
