



控制电路分析。图1、图2分别为交流控制回路图和直流控制回路图。
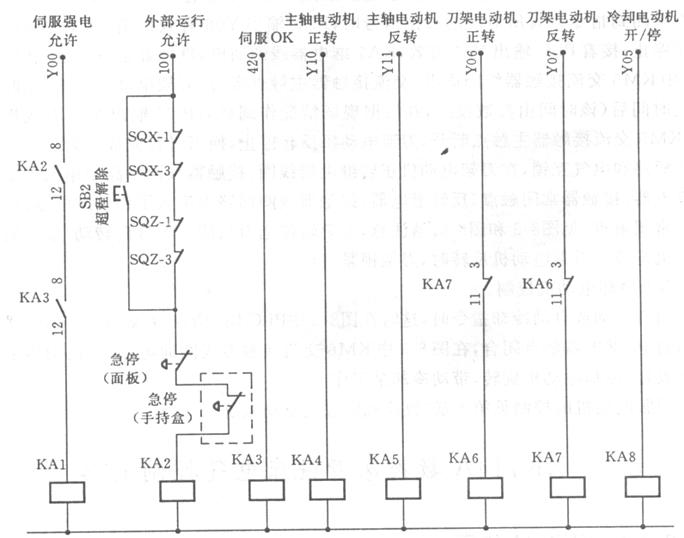
图1 TKl640数控车床的交流控制回路
图2 TKl640数控车床的直流控制回路
(a)主轴电动机的控制。在图3中,先将QF2、QF3合上,在图2中,当机床未压限位开关、伺服未报警、急停未压下、主轴未报警时,KA2、KA3线圈通电,继电器触点吸合,并且PLC输出点Y00发出伺服允许信号,KA1线圈通电,继电器触点吸合,在图1中,KM1线圈通电,交流接触器触点吸合,KM3线圈通电,在图3中交流接触器主触点吸合,主轴变频器加上AC380V电压。若有主轴正转或主轴反转及主轴转速指令时(手动或自动),在图2中,PLC输出主轴正转Y10或主轴反转Y11有效、主轴转速指令输出对应于主轴转速的直流电压值(O~10V)至主轴变频器上,主轴按指令值的转速正转或反转。当主轴速度到达指令值时,主轴变频器输出主轴速度到达信号给PLC,主轴转动指令完成。主轴的启动时间、制动时间由主轴变频器内部参数设定。
(b)刀架电动机的控制。当有手动换刀或自动换刀指令时,经过系统处理转变为刀位信号,这时在图2中,PLC输出Y06有效,KA6线圈通电,继电器触点闭合,在图1中,KM4线圈通电,交流接触器主触点吸合,刀架电动机正转;当PLC输入点检测到指令刀具所对应的刀位信号时,PLC输出Y06有效撤销,刀架电动机正转停止;接着PLC输出Y07有效,KA7线圈通电,继电器触点闭合,在图1中KM5线圈通电,交流接触器主触点吸合,刀架电动机反转,延时一定时间后(该时间由参数设定,并根据现场情况作调整),PLC输出Y07有效撤销,KM5主触点断开,刀架电动机反转停止,换刀过程完成。在刀架电动机继电器线圈、接触器线圈回路中都设有互锁,见图1和图2。请注意,刀架转位选刀只能一个方向转动,取刀架电动机正转。刀架电动机反转时,刀架锁紧定位。
(c)冷却电动机控制。当有手动或自动冷却指令时,这时在图2中PLC输出Y05有效,KA8线圈通电,继电器触点闭合,在图1中KM6线圈通电,交流接触器主触点吸合,冷却电动机旋转,带动冷却泵工作。






