



在使用数控机床对某零件进行实际加工的过程中,有很多时候PLC会同时显示几个故障,它们一般都是由某一个故障引起的连锁故障,如果排除了初始的引发故障,其它故障报警也会消失了。可是从机床PLC显示的所有报警故障中,维修人员很难判断出哪个故障是初始引发故障,维修人员只能逐个故障去查,这就增加了维修难度,造成人力物力的浪费。几个故障同时显示时,处理问题的关键是解决初始故障,所以准确判断并检测到初始故障对机床维修工作是非常重要的。
这里介绍一种快速有效的诊断数控机床初始故障的方法。此方法可以通过PLC程序,准确判断出初始故障的报警号。维修中,首先排除初始故障,其它引发故障自行消失,这样就极大地方便了机床的维修,提高了机床维修的快速性和准确性。
(1)初始故障诊断原理
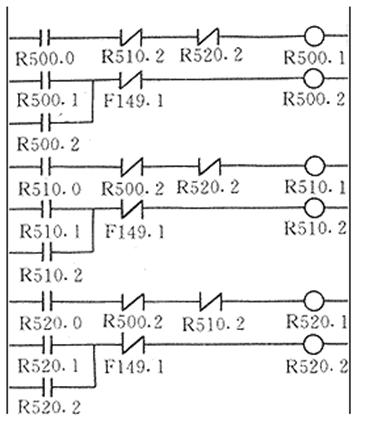
图1 PLC初始故障判断程序
首先设计一个PLC程序,此程序不单单是把各个故障都能检测和显示出来,还能把最关键的初始故障自动判断出来,PLC初始故障判断程序如附图1所示。
下面举例说明初始故障诊断原理。以3个故障为例,其中设置了3个故障检测位,分别为R500.0、R510.0、R520.0;3个初始故障检测位为R500.2、R510.2、R520.2;F149.1为系统复位信号。初始状态时,无报警出现,故障检测位都为“0”,初始故障检测位也都为“0”,复位信号F149.1为“0”。在3个故障中假设首先发生第二个故障。在程序扫描的第一个周期内,其对应的故障检测位R510.0变为“1”,R500.2、R520.2、F149.1初始值为“0”,初始故障检测位R510.2变为“1”,通过自锁保持为“1”,直到故障被排除,系统复位信号发出后“1”状态才被解除。在程序扫描的第二个周期内,R510.2保持为“1”,实现了对R500.1、R520.1的封锁,即使此时另外某一个故障检测位为“1”,也不能导致其初始故障检测位变为“1”。通过此PLC程序的控制,就能从同时发生的众多故障里准确地判断出初始故障。






