



我公司加工生产的中间轴类零件端面有一种复合中心孔,其作用是为后序加工用做定位基准和装配用的螺纹孔。原加工方法生产效率低,烧刀问题严重,精度难以保证,机床工时费用高,不能充分发挥机床效能等问题。近年来笔者针对加工材料为20CrMnTi(8620H),硬度为197~200HBW轴类产品复杂的中心孔,摸索设计出了高效的复合中心钻,有效地解决了此类问题。
1.原刀具存在的缺陷
此轴类工件如图1所示。孔口60°倒角起着轴类产品各道工序加工定位基准的作用,孔精度直接影响轴的后序加工质量,尤其对于弯曲及表面有缺陷的轴类毛坯件是至关重要的,关系到该工件是否有合适的加工余量。并且在加工中孔口倒角、台阶孔、螺纹底孔必须保证同心度要求,轴端面中心孔对轴在变速箱中安装都很重要。
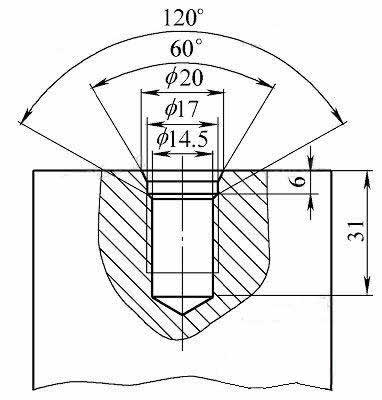
图1 制件截形示意图
原加工方法分两道工序完成,一是先用图2所示中心钻一次加工出孔口60°的倒角(用于轴后序加工的定位基准)和??17mm台阶孔;第二道工序用钻头加工??14.5mm螺纹底孔。分两道工序加工存在如下问题:第一道工序,刀具加工出现断屑困难,切屑容易缠绕在中心钻60°的护锥处,影响了切削液流入钻头部位,切削区温度高,很容易使钻头出现过热,并很快磨损,大大地降低了钻头的寿命。且切屑易刮伤已加工表面,造成孔口倒角表面粗糙度值大,直接影响定位基准精度要求。第二道工序,是用麻花钻加工出??14.5mm的孔,容易出现孔钻偏现象,难以满足孔同心度要求。
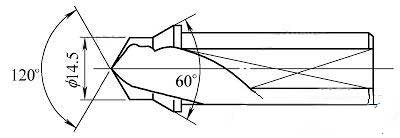
图2
两道工序存在时间长,刀具损耗大,机床工时费用高,不能使机床发挥最大效能的缺陷。尤其是在市场形势一片大好,产品供不应求的情况下是不可取的,这就需要探索更科学更合理的加工刀具简化工序,淘汰不科学的加工方法。
2.高效复合中心钻的设计
高效复合中心钻加工分三部分,如图3所示,前刃部是采用两刃式麻花钻头,中间刃部是加工台阶孔刃部,后刃部是加工孔口倒角刃部。
由于该中心钻有以下设计特点,从而解决了以上述存在的缺陷。
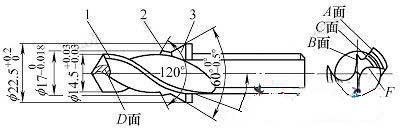
1.麻花钻头 2.台阶孔刃 3.孔口倒角刃
图3 高效复合中心钻
(1)中心钻槽形采用两种25°~30°的螺旋槽形式,E槽和F槽有利于排出切屑均制成螺旋曲面。切削刃分别分布在两种容屑槽上,提高了螺旋槽的锋利程度。14.5mm钻头前刀面B面在F螺旋槽上,17mm台阶孔切削刃C面和60°的护锥切削刃A面均在F螺旋槽上。在初期试制时这两处的前刀面都在F槽上(见实物图4),便出现了两处切削部分排出的切屑发生干扰而杂乱的堆积在60°的护锥处,烧坏切削刃,大大降低了刀具的使用寿命。通过多次试制改进中心钻结构,采用了E槽和F槽的形式后,排屑流畅,解决了烧刀问题。
(2)中心钻头部设计成麻花钻头的形式,为了保持钻头强度和刚度,钻头两主切削刃不通过钻头中心,而是互相平行并错开而形成横刃。不但提高了加工效率和减少工序,而且也大大地提高了中心钻的锋利程度,减少了加工过程中钻头与工件之间的摩擦力,延长了刀具的使用寿命。
(3)在钻头的后刀面处磨出二次后角面,非常有利于断屑(见图3所示D面).特殊的槽形可提高刀具的刚性,可以改善切削状况,也有利于排出切屑。为了保护主切削刃,在切削刃上磨出倒棱,增加另一个倒棱保护钻头转角和副切削刃。用特殊的结构和切削刃几何角度的钻头加工,有利于排出碎状切屑。如果不断屑就会出现排屑不利,从钻头F容屑槽里出来长的切屑与中心钻护锥刃产生的切屑容易发生干扰,杂乱缠绕在中心钻的护锥处,易烧坏护锥处的刃口,降低刀具的使用寿命,大大降低加工精度。
(4)轴端面中心孔一次加工出来,简化了工序,保证了中心孔的同心度要求,提高机床利用率,很大程度上降低了加工成本和刀具费用,提高了生产效率。
3.高效中心钻的合理使用
中心钻在使用过程中要根据所加工的工件材料、硬度等实际情况,合理选择钻头的几何参数和钻削用量。
要控制在加工过程中刃口出现过热现象,切削速度不可过高,要提高润滑和充分冷却效果。加工一定数量的工件后,要及时刃磨,确保钻头锋利,不能使钻头过度磨损,以防烧坏切削刃而严重地影响钻头的寿命和加工孔的表面粗糙度。
合理刃磨钻头对中心钻的寿命有很大的影响,这种新型中心钻其前端钻头相对其他部分刃口磨损较快。刃磨时注意:①提高刀具刃磨质量,保证各刀面有低的表面粗糙度值,一般要求Ra=0.4μm,这样可以减小切屑与前刀面和工件与刀具间的摩擦,保证生产效率和提高刀具寿命的有效措施。
②刃磨刃口还必须将后刀面磨出一个大后角(8°~12°),否则就会出现钻头中心钻各后刀面与工件严重摩擦和抗刀,不利于切削。③钻头主要刃磨两个主后刀面,刃磨时除了保证顶角和后角的大小合适,还应保证两条主切削刃对称,以防止孔径扩大和孔轴线不直,容易出现孔钻偏。④修磨横刃一般保证在0.50~1mm,以减小轴向抗力和挤刮现象,提高钻头的定心作用和切削的稳定性。⑤该中心钻在使用中主要是断屑,根据实践所得刃磨钻头保证横刃长0.50~1mm时,在钻头后刀面磨出6°~8°的二次后角D面(见图3).两个后角面相交便出现一条棱边,断屑效果十分理想,便于断屑后的碎切屑在切削液的冲击下很容易从螺旋槽里排出来,避免了切屑杂乱卷绕在刀具上,以防止切屑堵塞而影响正常加工。
4.结语
上述高效率复合中心钻结构设计及其合理使用的方法,都是结合实践不断试制、不断探索、不断积累经验所得。有效地保证中心孔精度要求,提高了产品的质量和加工效率。不但提高了机床的利用率,而且提高了刀具寿命,降低了刀具的损耗和刀具成本。






