



前面对影响加工精度的各种主要因素进行了讨论,从分析方法上来讲,这是属于局部的、单因素的。而实际生产中影响加工精度是多因素的、是错综复杂的。为此,生产中常采用统计分析法,通过对一批工件进行检查测量,将所测得的数据进行处理与分析,找出误差分布与变化的规律,从而找出解决问题的途径。
一、加工误差的分类
加工误差按其性质的不同,可分为系统误差和随机误差(也称偶然误差)。
1、系统误差: 包括常值系统误差和变值系统误差 。
(1)常值系统误差:
定义: 在连续加工一批工件中,其加工误差的大小和方向都保持不变或基本不变的系统误差,称为常值系统误差。
例如: 原理误差,机床、刀具、夹具、量具的制造误差等原始误差,都属于常值系统误差。如铰刀的直径偏大0.02mm,加工后一批孔的尺寸也都偏大0.02mm。
特点: ①与加工时间(顺序)无关;②预先可以估计;③较易完全消除;④不会引起工件尺寸波动(常值系统误差对于同批工件的影响是一致的,不会引起各工件之间的差异);⑤不影响尺寸分布曲线形状。
(2)变值系统误差:
定义: 在连续加工一批工件中,其加工误差的大小和方向按一定规律变化的系统误差,称为变值系统误差。
例如: 刀具的正常磨损引起的加工误差,其大小随加工时间而有规律地变化,属于变值系统误差。
特点: ①与加工时间(顺序)有关;②预先可以估计;③较难完全消除;④会造成工件尺寸的增大或减小(变值系统误差虽然会引起同批工件之间的差异,但是按照一定的规律而依次变化的,不会造成忽大忽小的波动);⑤影响尺寸分布曲线形状。
注意1 工艺系统的热变形,在温升过程中,一般将引起变值系统误差,在达到热平衡后,则又引起常值系统误差。
2、随机误差:
定义: 在连续加工一批工件中,其加工误差的大小和方向是无规则地变化着的,这样的误差称为随机误差。
例如: 毛坯误差(加工余量不均匀,材料硬度不均匀等)的复映、定位误差、夹紧误差(夹紧力时大时小)、工件内应力等因素都是变化不定的,都是引起随机误差的原因。
特点: ①预先不能估计到(∵是随机的),但有—定的统计规律;②较难完全消除,只能减小到最小限度;③工件尺寸忽大忽小,造成一批工件的尺寸分散(在一定的加工条件下随机误差的数值总在一定范围内波动)。
注意2 随机误差和系统误差的划分也不是绝对的,它们之间既有区别又有联系。 例如:加工一批零件时,如果是在机床一次调整中完成的,则机床的调整误差引起常值系统误差;如果是经过若干次调整完成的,则调整误差就引起随机误差了。
注意3 误差性质不同,解决的途径也不同。 对于常值系统误差误差,若能掌握其大小和方向,就可以通过调整消除;对于变值系统误差,若能掌握其大小和方向随时间变化的规律,则可通过自动补偿消除;对随机误差,可采用统计分析法,缩小它们的变动范围。
二、加工误差的统计分析
常用的统计分析法有两种:分布曲线法和点图法。
(一)分布曲线法(见P206)
1、实际分布曲线(直方图)
1)样本和样本容量:
采用调整法成批加工某种零件,随机抽取其中一定数量进行测量,抽取的这批零件称为样本。样本的件数称为样本容量,用n表示。
2)尺寸分散与分散范围:
由于随机误差和变值系统误差的存在,这些零件加工尺寸的实际数值是各不相同的,这种现象称为尺寸分散。样本尺寸的最大值Xmax与最小值Xmin之差,称为分散范围。
3)分组及组距d: 将样本尺寸按大小顺序排列,分成k组,则组距d为:d=(Xmax-Xmin)/k, 分组数k的选定表如下:
| 样本容量n | 50以下 | 50~100 | 100~250 | 250以上 |
| 分组数k | 6~7 | 6~10 | 7~12 | 10~20 |
4)频数m:同一尺寸间隔的零件数量,称频数,用m表示。
5)频率f和频率密度:频数m与样本容量n之比,称频率,用f表示。 即:f=m/n。频率f除以组距d所的的商称为频率密度(f/d)。
6)实际分布曲线(直方图):以工件尺寸(或误差)为横坐标,以频数或频率密度作纵坐标,即可作出该批零件加工尺寸的等宽直方图。再连接直方图中每一直方宽度的中点(组中值)得到一条折线,即实际分布曲线,见下图。
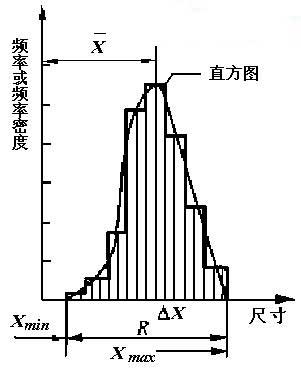
实际分布曲线(直方图)
绘制步骤:取样—〉测量—〉分组—〉定点—〉连线。
2、正态分布曲线
(1)正态分布的曲线方程:
实践和理论分析表明,当用调整法加工一批工件时,其尺寸误差是由很多相互独立的因素综合作用的结果,如果其中没有—个因素起决定作用,则加工后零件的尺寸分布服从正态分布曲线(又称高斯曲线),见下图。
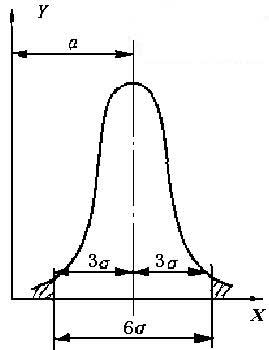
正态分布曲线
式中 Y——正态分布的概率密度;
α——正态分布曲线的均值;
σ——正态分布曲线的标准偏差(均方根偏差)
(2)正态分布曲线的特点: 1)均值α决定正态分布曲线的中心位置,且在其左右对称。
当X=α时,是曲线Y的最大值,即:;在X=α±σ处曲线有拐点;曲线以X轴为渐近线,曲线成钟形。
正态分布曲线的特点
2)标准偏差σ是决定曲线形状的参数。
σ值增大,则Ymax减小,曲线将趋于平坦,尺寸分散性越大;相反,σ值越小,则曲线瘦高,尺寸分散性越小。故σ值表明了一批工件加工精度的高低(σ值小,Ymax值大,加工精度高)。
3)分布曲线下所包含的全部面积代表一批加工零件,即100%零件的实际尺寸都在这一分布范围内。
如右图中,C点代表规定的最小极限尺寸Xmin,CD代表零件的公差带,在曲线下面C、D两点之间的面积代表加工零件的合格率。曲线下面其余部分的面积(图上无阴影线的部分)则为废品率。在加工外圆时,图上左边无阴影线部分相当于不可修复的废品,右边的无阴影线部分则为可修复的废品;在加工内孔时,则恰好相反。
利用正态分布曲线计算产品合格率
对于正态分布曲线来说,由α到X曲线下的面积由下式决定:
当X-α=3σ时,则:2A=2×0.49865=0.9973=99.73%,即工件尺寸在±3σ以外的频率只占0.27%,可忽略不计。
正态分布曲线下的面积函数
因此,一般都取正态分布曲线的分散范围为土3σ。所以,若工件公差为 δ,则
①若分布中心与公差带中心重合,则不产生废品的条件是δ≥6σ,反之便有废品产生。废品率:Q废=0.5-A
②若分布中心与公差带中心不重合,则不产生废品的条件为:δ≥6σ十2△常
理论上的正态分布曲线是向两边无限延伸的,而在实际生产中产品的尺寸值却是有限的。因此用有限的样本平均值X和样本标准偏差S作为理论均值α和标准偏差σ的估计值。其计算公式如下:
式中 X——样本平均值,即工件的平均尺寸。它主要决定于调整尺寸的大小和常值系统误差;
Xi——第i个工件的尺寸;
S——样本标准偏差,其值表示工件尺寸的分散程度,它由变值系统误差和随机误差决定;
n---样本容量。
3、分布曲线的应用
1)判别加工误差的性质: 假如加工过程中没有△变,那么其尺寸分布应服从正态分布,这是判别加工误差性质的基本方法。
①实际分布曲线与正态分布曲线基本相符,说明加工过程中没有△变;
②根据平均值X是否与公差带中心重合,来判断是否存在△常:平均值X与公差带中心重合,说明不存在△常;平均值X与公差带中心不重合,说明存在△常。
③△常仅影响平均值X,即只影响分布曲线的位置。
举例
符合正态分布;δ≥6σ;且尺寸分布中心与公差带中心重合。 符合正态分布;δ≥6σ;但尺寸分布中心与公差带中心不重合,存在△常。 符合正态分布,δ<6σ,且尺寸分布中心与公差带中心不重合。
说明:加工条件正常、△系几乎无,△随小,加工过程中无废品出现,工序精度满足要求。 说明:△变几乎无,△随小,有突出的△常存在。它主要是由于刀具安装调整不准而造成的。在这种情况下,即使出现了废品也是可以通过调整加以避免的(调整刀具起始加工位置,消除△常)。 说明:△变几乎无,存在突出的△常,△随较大。即使通过刀具调整消除了△常,也不能完全避免废品的产生。工序精度不能满足工件加工精度的要求,应换用一种比现用工序更精确的加工方法来完成加工(即减小工序σ值)。例如将车削加工换成磨削加工,将扩孔加工换成铰孔等。
④ 实际分布曲线不符合正态分布时,如出现的分布曲线呈平顶分布、双峰分布或偏态分布时,说明加工过程中有突出的△变存在。
机加工误差分布规律
平顶分布
在影响机械加工中的诸多误差因素中,如果刀具线性磨损的影响显著,则工件的尺寸误差将呈现平顶分布。平顶误差分布曲线可以看成是随时间而平移的众多正态误差分布曲线组合的结果。
双峰分布
同一工序的加工内容中,由两台机床来同时完成,由于这两台机床的调整尺寸不尽相同,两台机床的精度状态也有差异,若将这两台机床所加工的工件混在一起,则工件的尺寸误差就呈双峰分布。
偏态分布
在用试切法车削轴径或孔径时,由于操作者为了尽量避免产生不可修复的废品,主观地(而不是随机地)使轴颈加工得宁大勿小,则它们得尺寸误差就呈偏态分布。
2) 确定工艺能力及其等级
Ⅰ)工艺能力:是指工序处于稳定状态时,加工误差正常波动的幅度。 例如:加工尺寸服从正态分布时,其尺寸分散范围应是6σ,6σ的大小代表了某一种加工方法在规定的条件下(如毛坯余量、切削用量、正常的机床、夹具、刀具等)所能达到的加工精度,即工艺能力。
Ⅱ)工艺能力等级:以工艺能力系数Cp来表示,Cp代表了工艺能力满足公差要求的程度。其值按下式计算:
Cp =δ/6σ
式中:δ---为工件尺寸公差。
根据工艺能力系数的大小,将工艺能力分成5级:
Cp>1.67为特级,说明工艺能力过高,不一定经济;
1.67≥Cp>1.33为一级,说明工艺能力足够,可以允许一定的波动;
1.33≥CP>1.00为二级,说明工艺能力勉强,必须密切注意;
1.00≥Cp>0.67为三级,说明工艺能力不足,可能出少量不合格品;
Cp≤0.67为四级,说明工艺能力不行,必须加以改进。
注:一般情况下,工艺能力不应低于二级。
3) 估算合格率或不合格率:
Q废=0.5-A
5、加工误差的统计分析举例
6、分布曲线法存在的问题
①分布曲线法属于事后分析,不能在加工过程中防止废品的产生;②不能把△变和△随区分出来;③费时、不经济。 采用点图法可以弥补这些缺点。
(二)工艺过程的点图分析
点图分析法所采用的样本是顺序小样本,即每隔一定时间抽取样本容量n=5~10的一个小样本,计算出各小样本的算术平均值X和极差R。
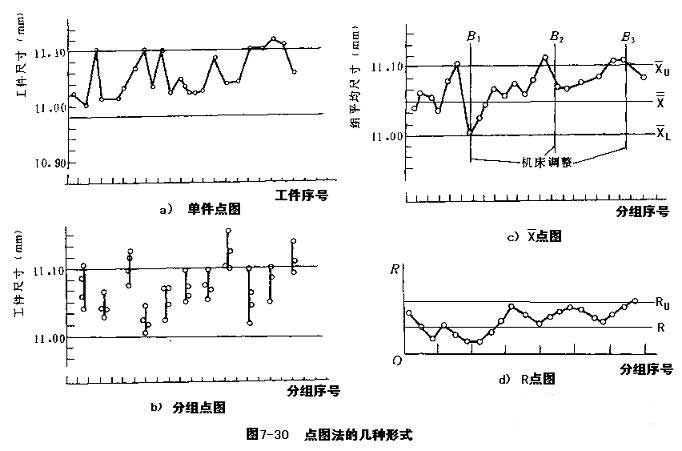
1、点图法的几种形式
(1)单件点图 是按加工顺序逐个地测量一批工件的尺寸,以工件的加工顺序号码为横坐标,以工件尺寸(尺寸误差或形位误差)作为纵坐标而绘制出的一种点图。单件点图反映了零件加工尺寸的变化与加工顺序(或加工时间)的关系。
(2)分组点图 是将一批零件依次按每M个分为一组进行分组,以横坐标代表分组顺序号,以纵坐标代表零件的实际尺寸而绘制出的点图。分组点图的长度跟单件点图相比大为缩短,从中能看出各个瞬间的尺寸分散情况。
(3)X点图 是以分组顺序号为横坐标,以每组零件的平均尺寸X为纵坐标绘制的。它能看出工件尺寸平均值的变化趋势(突出了△变的影响)。
(4)极差R点图 以分组顺序号为横坐标,以每组零件的极差R(组内工件的最大尺寸与最小尺寸之差)为纵坐标绘制出的点图,简称R点图。它主要用以显示加工过程中尺寸分散范围的变化情况。
X点图控制工艺过程质量指标分布中心的变化,R点图控制工艺过程质量指标分散范围的变化,在分析实际问题时,R点图和X点图常常是联合起来使用,因此称为X-R图。
2.点图法的应用
点图能够观察出变值系统误差和随机误差的大小和变化规律;还可用来判断工艺过程的稳定性,并在加工过程中提供控制加工精度的资料。
判断工艺过程的稳定性,要根据X-R图,同时需要在X-R图上分别画出其中心线及上下控制线,而控制线就是判断工艺过程稳定性的界限线。各线的位置可按下列公式计算:
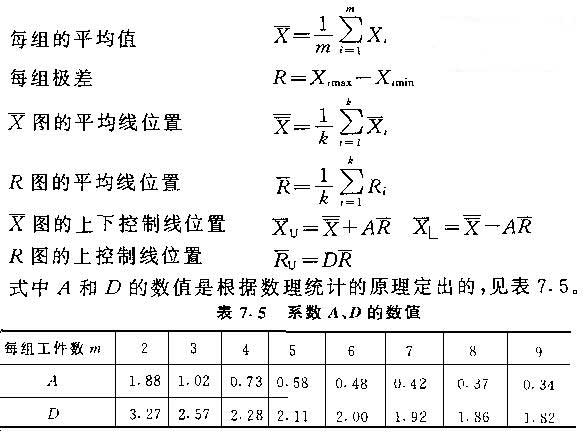
X-R点图的正常波动表示工艺过程稳定,能够保让加工质量要求;
X-R点图出现异常波动(如:点子的波动很大、有连续上升或下降倾向、出现周期性倾向等)时,则应及时查明原因,重新调整,以避免废品的发生。






