



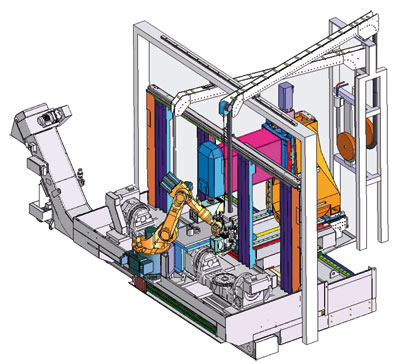
复合型生产系统的基础是移动式工作台结构的铣床,这种系统附加设有两个回转工作台、一个6轴机械人和两个激光加工单元
在全球竞争日益激烈的环境下,人们从高效、高产和高灵活性的角度,对生产系统提出了越来越高的要求。为了确保竞争优势,必须要使设备在最大程度上迎合加工任务的要求,其中一种途径便是多种工艺集成。
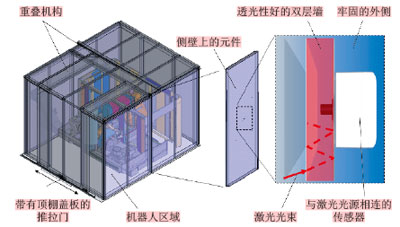
图1 机床前端有一个供机器人使用的保护工作区。操作人员的安全通过一个设有传感器监视功能的激光保护罩加以保证
本文介绍在一台铣削加工中心上针对中小批量加工的功能集成所发挥的潜力。这种加工中心可以扩展激光焊接技术、硬化处理和切削加工或改变结构等功能。这种工艺的运用可以使单独的工具钢浇铸工具和高要求的钛合金或Cr-Co(铬-钴)钢质医学植入零件的小批量加工。激光技术工艺和工件的局部处理通过集成在机床上的机器人来实现。由此可以借助机械设备,在一次装夹过程中实现全部的复合加工工序。
以带有移动工作台的铣床为基础
复合机床以移动工作台结构类型的铣削加工中心为基础,装设有两个旋转工作台、一个6轴机械臂和两个激光加工单元(由一种连续作业的高效焊接和硬化处理的激光光源及一种脉冲激光光源供能)。由于焊接和淬硬处理无需机床的高精度,因此可以在设备上集成一台节省空间的6轴机械臂,这样可以提高整体设备的利用效率。
加工单元和能源链之间的接口不可拆分,因此整个介质的输送必须通过恒定设在加工单元上的软管进行。软管同时也用于对光纤的卸载。除了光导纤维之外,属于介质输送系统的还有两个导线引入系统、冷却水供水系统、工艺用气管路和信号电缆。软管通过机床上方的旋转臂与加工单元进行垂直连接和导入。导入臂一方面负责保证软管在工作区域内的垂直走向,另一方面确保光纤和电线传送系统的特定走向。导入臂、设备构架和机器人之间的机械相互作用可通过结构动态调节而达到最小。
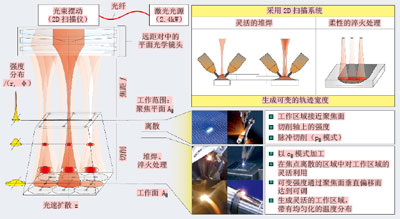
图2 复合加工中心采用一种2D扫描系统,这种系统可以对激光导向和聚焦进行控制,通过对激光束的离散处理,可以实现激光焊接和激光淬火处理等加工
推拉门设置在顶部更易于操作
针对激光淬硬处理、焊接和切削技术,设备采用了高质量的激光束——2.4kW纤维激光器。这些技术的组合,虽然占据工艺流程上的优势,但也隐藏着威胁操作人员的潜在危险。一种符合技术现状、带有探头监视功能的激光保护罩确保了操作人员的安全(图1)。设备的前端为机器人的保护工作区,因此无需再有其他防护措施。通过激光隔离罩顶棚的推拉活动门,可以方便地进入工作区域,以实现天车的装载作业。通过采用高效纤维激光器,可以在结合光束偏转系统(激光扫描仪)的基础上,首次把多种激光加工工艺集成到模块化的、可更换的加工单元里。
复合方案以光束引导和光束聚焦为基础,运用一种2D扫描系统(图2)。采用带有聚阑平角光学仪器的光束偏转系统可以对接近正射光束扫描区域的被加工工件的表面实现柔性加工。在待加工的工件表面上达到近似正交的光束倾角。对此,可有目的地利用在光束传播范围内变动的强度分布,以实现不同的加工工艺和加工范围。
发散激光器用于淬火处理
大于1MW/mm2的焦点强度位于材料切削轴的上方,并被用于局部蒸发。通过这种方式,可以在毫秒的范围内实现100μm以下的单脉冲钻孔。在向前传播的方向上,强度峰值逐渐降低,加工面上的激光束发生离散,由此工件表面的焦点会变得更大。在此光束离散的工作区域内,可以实现激光焊接和激光淬硬加工。在连续激光加工(cw模式)和功率密度<1kW/mm2时,大部分的热量进入到工件中,这些热量可以用于针对边缘区域相位转化的淬硬处理,在这种情况下,工件表面的硬化程度可局部升高(马氏体硬化)。在激光焊接时,可以利用这种热量对导向焦点的辅助线材进行熔化,通过熔池形成与母材金相相连的金属层。在载荷程度大的零件上,此金属层成为耐磨保护层,或在控制金属生成(CMB)的情况下用于部件结构更新。
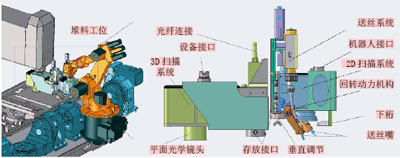
图3 机器人抓取激光加工单元并引导该单元,热丝输送系统和2D扫描系统与该激光加工单元相连接
采用2D扫描系统,可以在这两种使用场合中实现可调的轨迹宽度和灵活的加工轨迹。在淬硬处理时,采用几百赫兹激光和20mm以内的可调宽度对焦点进行扫描,并通过机器人同时对零件进行聚焦,由此可以生成加工轨迹。在机器人与工件的相对运动过程中,可通过设定扫描振幅来与轨迹宽度相匹配,由此可以生成灵活的淬硬轮廓。除了可以实现灵活的加工轨迹之外,通过对工件上焦点的扫描,可以确保均匀的温度分布,这对于工艺流程的结果具有关键性的影响。在进行焊接时,激光焦点扫描可用来影响熔池表面的特定温度分布,由此可以局部调节表面应力,在一定范围内调整涂层轨迹的宽度。
焦斑决定涂层宽度
针对系统技术的实施,在复合式模块化的激光机器人单元中集成了带有2D扫描系统的垂直分配(散射方向)送丝系统(图3),能源链呈垂直连接。焊接和硬化处理或切削流程之间的转换需要激活或消除丝导入功能,并开启或关闭流程范围内外的丝导入嘴。通过丝导入嘴的相应回转能量,可以达到流程自动转换,减少激光硬化处理和激光切削时的不良轨迹轮廓。
除此之外,为了在切削之后达到特定的设计结构,复合加工单元采用了一种结合3D高效光束偏转系统的中小功率的短脉冲激光装置。由此可以生成脉冲峰值功率小于1GW/mm2的特定脉冲作业结构(pw模型)。在20μm范围内的离散结构不能通过机器人来实现,同时也要求机床达到一定的精度。因此,结构更换系统通过主轴刀座的接口,以模块化的方式被更换到机床上。成功使用复合设备的一个重要的因素是设计工具,它可以在用户制定使用传统设备完成更为复杂的工艺链时,提供最佳的支持(图4)。在复合加工中心上进行加工设计时,无论是针对铣削加工,还是CAM系统上的激光加工,都要进行轨迹设计。这里要对商业化的CAM系统进行扩展,加入相应的模块,以显示激光作业流程。激光工艺的轨迹设计基础是5轴和6轴铣削范围的加工策略。所生成的轨迹拥有流程参数,以对激光功率进行控制。设计工作是交叉进行的,系统在所获得的流程认知的基础上,为用户生成各种建议。地址存储器从所生成的数据中,既为设备控制(NC),也为机器人控制(RC)自动生成可运行的程序。出于安全方面的原因,在执行之前,各个分程序都要在设备上通过一个模拟模型进行校验。这里采用虚拟的控制,准确模拟实际控制时间。结合采用一个动态模型,则可以事先识别出各种干涉情况。
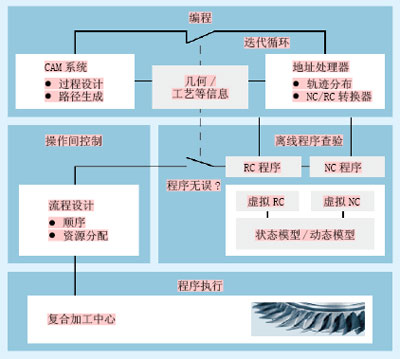
图4 针对激光加工和铣削加工的集成式设计链,对于复合型技术方案的成功而言是绝对必要的,针对铣削加工和激光加工,轨迹设计在CAM系统上进行
在开发此类复杂的设备系统和采用费用较低的标准组件时,面临着一个主要挑战是同步性和以工业标准Profibus相互通信的各控制组件的联动的问题(图5)。
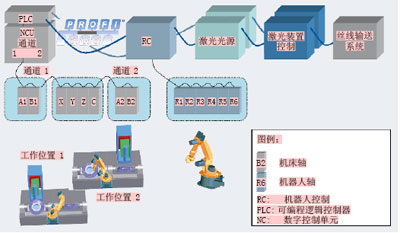
图5 复合加工中心采用费用较低的标准型部件,它所面临一个重要的挑战就是控制元件的同步性问题,对此该中心采用了工业标准型的Profibus
复合加工中心提高竞争力
高薪国家要想维持其在全球竞争的能力,一个重要的条件就是要实现中小批量零件加工的良好的经济性。复合加工中心集成了现代化的设备、激光系统和现代化的工艺流程及控制技术,这些都为实现经济性和灵活性的加工提供了关键性的条件。由德国研究基金会(DFG)赞助的“高薪国家集成式生产技术”重点课题的框架内,人们对上述各个方面进行了研究,提出了对中小批量加工复杂产品的设备系统的主要要求;同时也以上述的设备系统为例,对系统中的相互关系和德国这个高薪国家所采用新的竞争力更强的生产链进行了探索。






