



随着数控加工技术的普及,产品质量要求的不断提高,盘类零件已大量采用数控车床进行加工。正确的工艺、工装设计使数控车床呈现出加工精度高、加工灵活等众多特点。
发动机飞轮、刹车盘等是典型的汽车盘类零件。本文将通过加工实例来分析、阐述此类零件在工艺设计、工装设计上的一些关键点及常用设备的选择意见。
工艺设计
盘类零件的数控加工工艺设计,最重要的是将有相互行位公差要求的加工面安排在一道工序内,在一次装夹下完成加工,消除二次装夹误差。
1、精加工某发动机飞轮(图1)
若用图2所示的立式多刀自动车床加工,加工工艺为:
(1) 精车大平面。安排左、右其中一个刀架车平面,另一个刀架车内孔(φ438mm、φ50mm)。
(2)再精车基准A面。安排左、右其中一个刀架车平面,另一个刀架车内孔(φ128mm)和外圆(φ412mm)。

图2 立式多刀自动车床
该工艺受机床动作功能限制φ128mm孔与φ50mm孔不能在同一工序内完成,需正反两次装夹加工,由于重复定位误差及夹具制造误差的存在,很难稳定满足产品两孔的同轴度要求。
为满足产品设计要求,稳定控制产品质量,可采用如图3的数控车床加工,工艺设计上利用数控车床的自动换刀功能采用内孔背镗刀用程序控制从A面加工φ50mm内孔,将φ128mm、φ50mm安排在同一道工序内加工完成。避免重复定位误差及夹具制造误差对加工精度的影响,保证产品φ0.03mm的同轴度要求。

图3 立式数控车床
2、精加工某发动机飞轮正反两个平面(图4)

一般传统工艺是先精车一面,然后下道工序再精车另一面。第二序工件再次装夹的质量对加工精度(平行度)的影响非常大(用一般三爪卡盘夹紧,工件易产生夹紧抬起)。若采用数控车床,工艺设计上可根据工件的结构特点设计专用刀具(如图5)在一道工序上完成两面的精加工:大平面朝上,程序控制专用刀具背镗F面。因为内孔直径为φ48mm,F面最大加工直径φ100mm,切削宽度26mm,图示专用刀杆的强度最弱处尺寸为20mm,用于精加工强度足够。该工艺方案充分利用了产品的结构特点和数控设备动作控制灵活的特点,不但可减少一道加工工序,节约设备和加工成本,而且可稳定保证加工质量。
3、 精加工某制动盘
精加工图6所示基准A面及上下制动面,要满足产品要求三个平面必须一次装夹在同一工序内完成加工,并且要采用图7所示专用刀夹和卡爪,同时精车上下制动面。这样加工并不完全是提高加工效率,更主要的是为了满足产品“两制动面一周厚度变化不大于0.01mm”的质量要求。虽然数控车可以采用两把刀具通过程序控制分别加工。

上下制动面受主轴的摆差、加工变形等因素的影响,很难满足上述要求,只能采用“同时”加工,将系统的误差“同时”反映在上下制动面上才能满足产品的质量要求。两把刀加工完毕后不能直接退刀,否则,将在制动面上留下退刀痕迹。因此,下面一把刀必须具备向下“让刀”动作,然后机床程序控制刀塔上移,使上面的刀具“让刀”后两把刀一起快退,最后,下面一把刀必须向上“复位”,以保证上下制动面尺寸。这样,数控车要配备专用“液压双面刀架”。
尽管数控车加工精度高、加工灵活,在进行工艺设计时仍要根据产品特点仔细分析,没有正确的工艺设计,再先进的设备也发挥不了它的价值。
工装设计
数控车床的主要装夹工具是卡盘,设计使用时应重点考虑卡盘的定心精度,避免工件夹紧变形和抬起现象。
1、保证定心精度的方法
当加工面与装夹面有较高的同轴度要求时,卡盘的卡爪一般要在设备本身经过“自车”来保证定位面与主轴轴线同心度。“自车”时应尽量模拟在加工状态下自车:例如“自车”正爪时,应在卡爪行程的中间位置卡紧一个辅具(如图8),并且“自车”时的油缸压力应与正常工作时压力一致。

卡爪“自车”后的圆弧面直径应与工件的卡紧外圆直径尽量一致。同样,“自车”反爪时,最好涨紧一个辅具。
2、保证端面跳动精度的方法
工件的轴向定位支撑可以通过调整或“自车”来保证定位点“共面”。但是传统结构的三爪卡盘,卡爪要在卡爪座内移动,必然要存在一定的滑动间隙。在夹紧过程中,不可避免的会产生 。
工件“抬起”现象。当工件要求加工面与定位面之间有较严的跳动要求时,统结构的三爪卡盘是很难保证装夹精度的。图9是某发动机用飞轮,为保证内孔、外圆的同轴度要求必须将它们安排在同一道工序内完成(大平面向上装夹)。可是工件翻面加工A面时,要保证图示跳动要求,加工时必须保证工件的定位面紧贴卡盘的轴向定位面。若采用传统结构的三爪盘装夹很难满足加工要求。因此,应采用带有“向下拉力”的卡盘,工件夹紧时,有一个向下的分力将工件紧贴定位面。另外,卡盘作为数控车床的关键部件,要按说明书指定的方法,按时润滑及拆解清洗,防止鉄屑加剧滑动面的磨损。
设备选择意见
1、机床结构的选择
(1) 卧式“简易数控车床”(如图10)。这种机床采用平床身的布局,机床的制造工艺性好,便于导轨面的加工。水平床身配上水平放置的刀架,可提高刀架的运动精度。但是水平床身由于下部空间小,故排屑困难。从结构尺寸上看,刀架水平放置使滑板横向尺寸较长,从而加大了机床宽度方向的结构尺寸。该设备的主要特点是具备两轴联动功能并且设备价格便宜。但是之所以称其为“简易数控车床”是因为它的主轴不能无级调速、刀架装刀数量较少、快移速度慢、无自动排屑机构,床身整体结构比数控卧式车床的刚性差、加工精度低。但是该设备经过多年改进,技术成熟、运转稳定,加工精度可达IT7~IT8,可用于零件的粗加工、半精加工和简单的型面加工。

图10 卧式简易数控车床
(2) 卧式数控车床(如图11)。这类机床结构一般有斜床身结构和平床身斜滑板结构两种布局。导轨倾斜的角度小,排屑不便;倾斜角度大,导轨的导向性及受力情况差。其倾斜角度的大小还直接影响机床外形尺寸高度与宽度的比例。综合考虑以上因素,中小规格的数控车床,其床身的倾斜度以60°为宜。其中平床身斜滑板结构。

图11 卧式数控车床
一方面具有水平床身工艺性好的特点,另一方面机床又具有斜床身结构宽度方向的尺寸小、排屑方便、机床占地面积小,外形美观,容易实现封闭式保护等优点。这两种布局形式被中、小型数控车床所普遍采用。在选择时,整体斜床身结构的刚性略高于平床身斜滑板结构,设备价格也略高一些。当存在重切削加工内容时最好选用整体斜床身结构。卧式数控车床比较适宜轴类零件及直径较小(<φ300mm)重量较轻(<10kg)的盘类零件的加工。
(3) 立式数控车床。与卧式数控车床最大的区别是主轴与水平方向垂直,适宜直径较大、较重的盘类、轮毂类工件,工件装卸方便、定位可靠,便于组成加工自动线。另外德国埃马克公司研制的倒置式数控车,是对传统结构的一种革新,它更有利于组成自动线,实现自动上下料。但是此类设备价格较高,一般轿车用的盘类零件由于批量大、直径小比较适宜选用。
2、刀塔结构的选择
图12为立式刀塔,该结构刀具的安装数量较多,适宜加工工件高度不高盘类零件。若加工类似轮毂这样需要镗深孔的工件,则适宜选择图13所示的卧式刀塔,因为刀具悬深较长,选择立式刀塔,刀具的干涉半径较小,装刀的数量将受到限制。为避免干涉,实际装刀数量将减少。
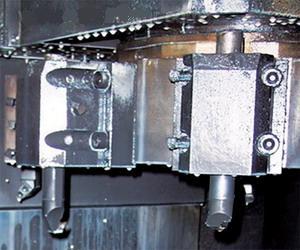
图12 立式刀塔

图13 卧式刀塔
另外在转位方式上有电动和液压两种方式。电动刀塔换刀快捷并且故障低、维修方便,但价格略高。
由于数控立车的投资比较大,在选择时,要广泛调研,结合加工工件特点及成本投入综合考虑。在选择数控系统时,应根据加工工件的复杂程度、工厂的应用习惯综合进行考虑。目前国产控制系统在一般加工应用中也很成熟和稳定。






