



西门子802D系统是西门子公司在2002年,针对中国大陆市场发行的一款全简体中文的数控系统它以其友好的操作界面强大的数控加工功能在国内数控机床中占有了非常大的比重西门子802D系统是西门子840D系统的简化版,拥有大部分840D的数控功能,窗口式操作界面,极大的方便操作人员的使用,并拥有非常强大的维护、诊断功能。
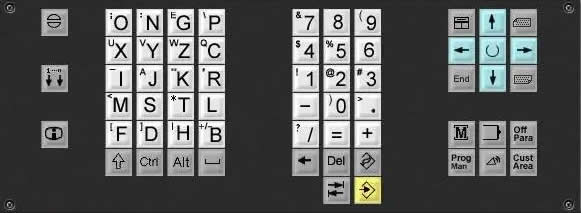
SIEMENS 802D系统面板
SIEMENS 802D面板介绍
| 按 钮 | 名 称 | 功 能 简 介 |
| 紧急停止 | 按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭 | |
| 点动距离选择按钮 | 在单步或手轮方式下,用于选择移动距离 | |
| 手动方式 | 手动方式,连续移动 | |
| 回零方式 | 机床回零;机床必须首先执行回零操作,然后才可以运行 | |
| 自动方式 | 进入自动加工模式。 | |
| 单段 | 当此按钮被按下时,运行程序时每次执行一条数控指令。 | |
| 手动数据输入(MDA) | 单程序段执行模式 | |
| 主轴正转 | 按下此按钮,主轴开始正转 | |
| 主轴停止 | 按下此按钮,主轴停止转动 | |
| 主轴反转 | 按下此按钮,主轴开始反转 | |
| 快速按钮 | 在手动方式下,按下此按钮后,再按下移动按钮则可以快速移动机床 | |
| 移动按钮 | ||
| 复位 | 按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等。 | |
| 循环保持 | 程序运行暂停,在程序运行过程中,按下此按钮运行暂停。按 | |
| 运行开始 | 程序运行开始 | |
 | 主轴倍率修调 | 将光标移至此旋钮上后,通过点击鼠标的左键或右键来调节主轴倍率。 |
 | 进给倍率修调 | 调节数控程序自动运行时的进给速度倍率,调节范围为0~120%。置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动。 |
| 报警应答键 | ||
| 通道转换键 | ||
| 信息键 | ||
| 上档键 | 对键上的两种功能进行转换。用了上档键,当按下字符键时,该键上行的字符(除了光标键)就被输出。 | |
| 空格键 | ||
| 删除键(退格键) | 自右向左删除字符 | |
| 删除键 | 自左向右删除字符 | |
| 取消键 | ||
| 制表键 | ||
| 回车/输入键 | (1)接受一个编辑值。(2)打开、关闭一个文件目录。(3)打开文件 | |
| 翻页键 | ||
| 加工操作区域键 | 按此键,进入机床操作区域 | |
| 程序操作区域键 | ||
| 参数操作区域键 | 按此键,进入参数操作区域 | |
| 程序管理操作区域键 | 按此键,进入程序管理操作区域 | |
| 报警/系统操作区域键 | ||
| 选择转换键 | 一般用于单选、多选框 |
