



在用加工中心对盘类零件的孔进行加工时,尤其是针对它圆周一圈钻孔的程序编制中,通常采用的方法是用坐标编程法,它对有规律的孔和没有规律孔的编程都是适用的。通过计算孔的坐标值,将坐标值的数据编入钻孔程序,编制一个钻孔循环程序段,然后运行该程序,钻孔即可完成。这种方法计算量比较大,数据繁琐还容易出错,用键盘在加工中心现场输入程序时,由于数据小数较多易造成输入错误,从而将孔钻偏。在华中数控人员的帮助下,经过多次实践,笔者摸索出巧用坐标角度旋转功能钻孔循环子程序的编程方法,即简明又快捷,而且还不容易出错,在生产中使用起来非常方便。
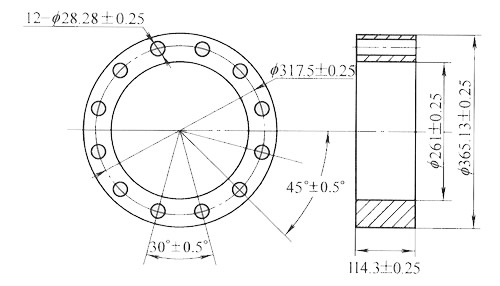
下面通过一个典型盘类零件钻孔编程来具体说明,此工件如附图所示,程序如下:
%1104
N0010 G54(工件坐标系选择)
N0020 M03 S180(主轴正转180r/min)
N0030 T0505(刀库的5号刀位5号刀补)
N0040 G90 G00 Z50(将主轴快速移动到安全高度)
N0050 G00 X0 Y0 Z0(X、Y坐标轴快速定位到工件坐标零点)
N0060 G68 X0 Y0 P15(旋转15º定义第一孔角度)
N0070 M98 P0001(调用钻孔子程序)
N0080 G68 X0 Y0 P45
N0090 M98 P0001
N0100 C68 X0 Y0 P75
N0110 M98 P0001
N0120 G68 X0 Y0 P105
N0130 M98 P0001
N0140 G68 X0 Y0 P135
N0150 M98 P0001
N0160 G68 X0 Y0 P165
N0170 M98 P0001
N0180 G68 X0 Y0 P195
N0l90 M98 P0001
N0200 G68 X0 Y0 P225
N0210 M98 P0001
N0220 G68 X0 Y0 P255
N0230 M98 P0001
N0240 G68 X0 Y0 P285
N0250 M98 P0001
N0260 G68 X0 Y0 P315
N0270 M98 P0001
N0280 G68 X0 Y0 P345
N0290 M98 P0001
N0300 G00 X0 Y0 Z50
N0310 M05
N0320 M30
%0001
N0010 G99 G82 X158.750 Y0 R5 Z-120 P2 F100
N0020 M99
G99——返回R点平面
G82——带停顿的钻孔循环指令
X158.75——节圆旋转半径
R5——离端面5mm
Z-120——钻孔深度
P2——钻底孔停留的时间
F——进刀量
此程序在现场只需有一台计算器或根本没有计算器的情况下,用口算即能很快编制出程序,高效实用,比传统的计算出坐标值要简练的多。我们再对比一下此工件用坐标数据计算的过程,钻孔坐标数据计算结果如下所示:
X1+41.088 Y1+153.341
X2+112.253 Y2+112.253
X3+153.341 Y3+41.088
.
.
.
根据坐标数据再进行钻孔循环编程,程序如下所示:
G00 X+41.088 Y+153.341
G99 G82 G90 R5 Z-120 P2 F100
G00 X+112.253 Y+112.253
G99 G82 G90 R5 Z-120 P2 F100
.
.
.
两者比较可以得出结论,用角度编程效率要高得多,程序也好编,计算量也少,已在生产实践中多次应用,收到了很好的效果。






