



为了节省重量、改善结构刚性,通过多次使用最硬的板材,观察成形技术中的刀具磨损, 这在汽车制造业越来越重要。磨粒磨损的增加最终因成形刀具的寿命问题而影响到零件加工公差。
由于出现超过公差的磨损,会产生附加的计划外停机成本,因此在决定刀具材料和生产之前就能估算出表示刀具耐用度的零件加工数量,就显得尤为重要了。数码模拟的基础是关于成形刀具磨损率定量和定性方面的理论。磨损在成形技术中通过接触机械模型描述。对于该特征Achard磨损模型描述得最好。其中描述磨损量W与磨损系数K、标准力Fn2、磨损体硬度H和磨程s相关。
磨损系数K,包括多个影响量,如晶格结构和断裂韧性,而这些在刀具磨损数码模拟中无法通过边界条件包含在内。
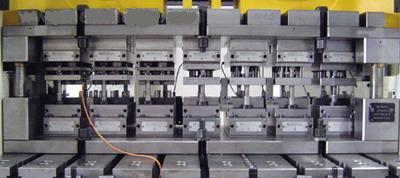
安装在自动冲床上的试验刀具
磨损过程模拟
墨尼黑技术大学成型技术和铸造系研发的磨损模拟程序Redsy能够定量和定性地计算出板材成形过程中的刀具磨损程度。作者已经能够证明,一项成形模拟与Achard模型基础上的磨损模拟相结合,所计算出的磨损处与实际中形成的量高度吻合。为了用这种算法获取最佳计算质量,就必须对所用板材和刀具材料配对的磨损系数进行专门测定。
对重要的刀具材料和板材配对的磨损测量构成正确定量的磨损模拟基础。试验在考虑到材料配对总体摩擦系统的情况下进行。要保持其边界条件,如供油状态和速度断面图稳定。迄今为止,磨损试验大部分是在转向变化的带钢咬入试验和拉槽试验中进行的。所谓检验方法的关键局限是,不论是板材的变形,还是作用力在实际成形刀具上都不均匀。原因有折痕、板材厚度、牵引力和压头压力造成的表面压力等。通过模拟和成型试验的组合可以改进精确度。上述磨损检验方法能够直接在深冲过程中测量出磨损参数,并且会大幅度改进磨损模拟软件的计算质量。
为了进行磨损试验要使用一个旋转对称盘,它建在一个8工位级进冲模上。用深冲过程的数码图形补偿测量结果,能够得出各种不同材料配对的磨损系数。
刀具在一台高效自动冲压机(Typ BSTA125 BL,Bruderer)上使用,60冲程/min 冲头一次升程为75mm。
考虑到冲压动力学会产生一个碰撞速度0.2m/s,因此使用自动冲压机非常重要,因为它所提供的冲压力和作业能力对于分割和成型作业来说是足够的。
板材加工成100mm宽的钢卷。自动送料速度为每次冲压升程93.2mm,曲柄角度在上冲程转变点前后45°以内。在试验进行中使用了级进冲模的4个模块。
模型使磨损更加清晰
在模块1~3中带材被剪成薄板坯,在模块4中才进行深冲作业,因此在这个模块上进行有源元件的磨损试验分析。5~7模块没有作业。鉴于刀具结构,这样对于现实化的板材推进是必要的。在模块8中钢带终于分离,必要的压板力在1~4模块中通过气压弹簧送入。由于结构原因在模块之间有一个等待站点。磨损测量在模块4的凹模边进行,因为在这个位置上,由于成形过程和滑动冲压面,估计会出行大量磨损。其它有源元件放置于工具钢Typ X155CrVMol12.1(1.2379), 并且在实验过程中都不更换。为了获得所试验材料磨损状态尽可能详细的数据,不只在试验结束时测量,而是可以根据材料情况选择测量间隔。
由于通常对测量精确度要求很高,所以磨损测量用2个不同的测量仪器进行。除了一部Gom公司的光学表面数码Gom Atos II 400(测量噪声约8mm)外,还有一套节拍式成形切削测量系统(Typ Mahr Surf XCR20, Mahr GmbH)在工作。
这种节拍式测量方法所能达到的测量精度在微米范围内(测量噪声约0.5mm),以至于即使再小的磨损量也可以得到可靠的数据。

图2 凹模(暗)上节拍式轮廓测量的测量点和
数码凹模表面钢板推进方向标记用刻槽
凹模入口半径是借助于轮廓测量在4个点上获得的。这些很清晰并且可以重复准确获得。为此将凹模放入一个相对于水平面倾斜45°的装置中。从钢板推进方向看,测量点分布在凹模孔中的0°、90°、180°和270°处。
刀具材料GGG70L (0.7070L,40HRC), GS60(1.0558, 50HRC)和X155CrVMol12.1 (1.2379, 63HRC)都是在调质处理或真空硬化处理状态下进行试验的。刀具没有涂层,表面经过抛光处理。供油系统使用Multidraw KTL-N1(Zeller+Gmelin GmbH & Co.KG, Eislingen/Fils),借助一个喷雾箱从两面供油(约2g/m2)。
作为板材使用的有DC05 (DC05+ZE75/75-BO, 板厚0.8mm, 电解镀锌,6 t),HC380LAD (HC380LAD+Z100BMO, 板厚1.0mm, 热镀锌,13 t),以及HC400TD (HC400TD+Z100BMO, 板厚1.0mm, 热镀锌,18 t)。板材涉及汽车制造业用的螺距材料,从软拉拔材料到高硬度Trip钢。
通过优化供油量并对刀具进行空气冷却能够影响材料之间的摩擦,以致在实验过程中不会出现锌磨耗物附着在刀具上的现象。
各种材料配对结果
为了描述板材情况,既拍摄了其结构显微照片,也制作了其表面REM照片。摩擦性能优越的板材表面显示出明显区别,而这些区别在精轧后会还原。HC400TD板材上有非常结构化的袋形孔,通过静压密封的润滑包裹物进入孔,从而调节出很好的摩擦条件。但其它板材的表面不是这样的,因为这种板材拥有开放的润滑袋和较大的接触面,能够阻止承载润滑膜的形成。
所有材料配对的磨损率都作了文献处理。根据材料决定其测量间隔,预计磨损量比较低时就会选择测量间隔比较大。板材的强度值差别也很大,它们在深冲时会感应到刀具不同大小的负荷。
一旦刀具材料的硬度超过板材的硬度,磨损附着物的机械性能就能决定工艺过程。在刀具硬度为>40HRC的所有试验中都是这样,因此硬质刀具需用相对软的板材磨损。HC400TD板材显示出很好的摩擦性能,因为在表面性能基础上能够形成润滑缓冲垫层。尽管在成形过程中刀具机械负荷很高,但是使用这种板材的材料配对的磨损率却很低。
注意到这一边界条件可以确定,不仅是板材强度,而且还有摩擦性能将明显影响刀具磨损。摩擦性能好的高强度板材可测到的磨损要少于摩擦性能差的软板材。
摩擦比例影响磨损
由此得出结论,板材的表面摩擦在很大程度上与深冲过程中的磨损特性相关。所有影响如润滑物、润滑量、温度、表面粗糙度和表面结构都会加入到这个错综复杂的摩擦变换作用中。
从磨损测量中计算下列量的磨损系数:从测量中产生任何生成数值的磨损深度w[mm]。借助于FE-模拟和Redsy校准程序可以确定接触压力和滑动速度的积分及磨损功。刀具材料的硬度同样可以从试验中得取。
为了说明上述方法的效率,为材料配对DC05-GS60进行一次示范性磨损模拟实验。在磨损测量试验中得出该材料配对磨损系数K=2.035E-7。磨损模拟程序Redsy用这个系数计算出图3b中所列的磨损图。
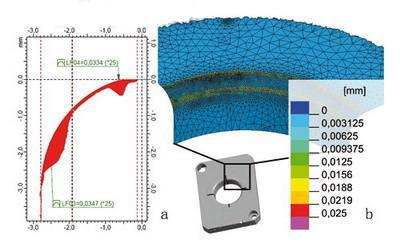
图3 材料配对DC05-GS60:在25000次升程后
凹模入口半径节拍式轮廓测量(a)和Redsy(b)磨损模拟结果
与凹模入口半径节拍式轮廓测量(图3a)的比较显示,模拟结果在数量和质量上都与测量结果相当吻合。两组磨损最大值在位置和深度上都能相互重叠。
上述用模拟支持磨损计算的方法依据是一种实验测量磨损系数的新方法。要为实验用材料配对指示出磨损过程及所取得的磨损系数。要特别说明所检验的板材磨损状态。除了板材强度外,摩擦比例也显著影响了刀具磨损。摩擦性能好的高强度板材可测到的磨损要少于摩擦性能差的软板材。
由此得出结论,板材的表面摩擦在很大程度上与深冲过程中的磨损特性相关。
用磨损模型扩展摩擦学
在测量基础上建立的磨损模拟软件Redsy的第一批结果与试验结果相当吻合。因为板材摩擦性能是试验得出,并且集成到磨损系数中的,只有将磨损模型扩展到摩擦性能描述时,关于材料配对的磨损状态质量的准确结论才能具有普遍意义。
这里所介绍的工作的关键结果是在 “板材成形过程中计算磨损系数,模拟法支持磨损计算”(AiF14291N)研究项目中取得的。
这个研究项目得到了联邦经济和劳动部关于工业研究联合会劳动委员会“Otto von Guericke”的财政预算支持。






