



在数控机床(铣床或加工中心)上能够加工多种类型的孔,如中心孔、通孔、盲孔、沉孔、深孔等,其加工方式可以是锪孔、钻孔、铰孔、镗孔、攻丝等。不论使用何种方法加工哪一种孔,所编写的NC程序一般都是调用数控机床上固化的孔加工固定循环(Cycle)指令代码G73~G89。所谓固定循环就是指刀具先快速移动到一个指定的加工位置上,再以切削进给速度加工到指定的深度,最后以退刀速度退回的加工过程。
NX /Manufacturing自动编程模块不但提供了如标准钻、镗等多种形式的孔加工固定循环,而且还提供了啄钻(Peck Drill)和断屑钻(Break Chip)两种仿真循环。所谓仿真循环就是指不使用固定循环指令G73~G89,但模仿孔加工固定循环运动从而实现孔加工的一种特殊循环。本文将探讨啄钻和断屑钻这两种仿真循环,分析其刀具路径及其后处理后的NC程序,并与相类似的固定循环比较,说明其特点及用法。
1.仿真循环
1).啄钻仿真循环
在每一个孔加工位置上产生一个啄钻仿真循环,图1是啄钻循环原理示意图,具体加工过程为:①刀具快进到最小安全距离(Min Clearance)确定的A点;②切削进给到D点(通过被加工孔开始点B后继续进刀一个切深增量Increment);③快退到A点(退刀到孔外以利于排屑和切削液进入);④快进到C点(前一次切削深度沿刀轴向上偏移一个步进安全距离Distance);⑤ 切削进给到F点(切深为一个步进距离Distance和一个切深增量Increment)。重复步骤③~⑤,直至加工到指定的切削深度。
分析啄钻的循环过程可知,这种循环方式类似于固定循环G83,适用于深孔加工,但当切深增量Increment为None时,啄钻的循环过程将得到简化,类似于固定循环G81,可用于一般孔的加工。
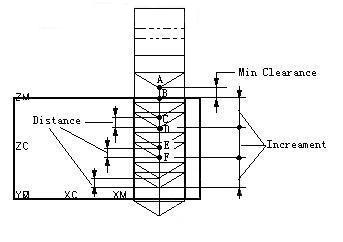
图1 啄钻仿真循环示意图
2).断屑钻仿真循环
在每一个孔加工位置上产生一个断屑钻仿真循环。断屑钻循环类似于啄钻循环,所不同的是:在进刀每一个切深增量Increment之后,即刀具到达图1所示的D点或F点之后,刀具不是退回到孔外的最小安全距离所确定的A点,而是退回到由当前位置沿刀轴向上偏移一个步进安全距离所确定的位置上,如图1所示的C点或E点。退刀时,由于刀具没有切削且高速旋转,这样就可以将缠绕在刀具上的切屑拉断,以达到断屑的目的。
分析断屑钻的循环过程可知,它类似于固定循环G73,适合于韧性材料的孔加工,但当切深增量为None时,则类似于固定循环G81,可用于一般孔的加工。
2.仿真循环刀具路径分析
由于篇幅所限,下面只摘录了一段啄钻循环刀路。在这一段刀路中,只有GOTO语句。实际上,在任何一个完整的啄钻或断屑钻循环刀路中,也只有GOTO语句而没有Cycle语句。由此可见,仿真循环的刀路不使用固定循环语句。
FEDRAT/800.0000
GOTO/72.0517,35.6093,45.0000
PAINT/COLOR,31
FEDRAT/250.0000
GOTO/72.0517,35.6093,35.0000
PAINT/COLOR,37
FEDRAT/600.0000
GOTO/72.0517,35.6093,53.0000
对啄钻或断屑钻仿真循环的刀路进行后处理(Postprocess)之后,所有的GOTO语句都被转变为G00和G01,即在PTP(NC)程序中,只使用G00和G01来控制刀具来实现孔加工的循环运动。由于G00和G01这两条指令在一般机床的控制系统中都具有相同的格式。因此,使用仿真循环所编写的孔加工程序与机床控制系统内的固定循环无关,也即与数控机床的类型无关。所以,使用仿真循环所编写的NC程序,一般可适用于任何一台数控机床。同时,值得注意的是由仿真循环生成的NC程序较长,特别是当孔深较深,切深增量较小时,生成的NC程序更长。但是由于现今计算机的数据处理速度很高,故即使程序很长,也不影响其执行和加工效率。
3.结论
①使用两种仿真循环方式,不但可以编写深孔或难加材料如韧性材料的孔加工程序;
②如果把切深增量设为零,使用仿真循环方式还可编写一般孔加工的NC程序;
③使用仿真循环编写NC程序时,不必考虑或熟悉机床的固定循环指令,而且所编写的程序具有通用性,可适用于多种类型的数控机床(铣床或加工中心);
④仿真循环是自动编写程序,可以提高编程效率和代码质量高。






