



零点偏置 G54 一 G59 指令 绝对值输入 G90 和增量值输人 G91 指令 英制输人 G20 和公制输人 G21 指令 进给量的设定 G94 和 G95 指令
§1.2.3.1 坐标系相关的G指令
★零点偏置 G54 一 G59 指令
零点偏置是数控系统的一种特性,即允许把数控测量系统的原点在相对机床基准的规定范围内移动,而永久原点的位置被存贮在数控系统中。因此,当不用G92 指令设定工件坐标系时可以用G54 -G59 指令设定六个工件坐标系即通过设定机床所特有的六个坐标系原点(即工件坐标系1 -6 的原点) 在机床坐标系中的坐。(即工件零点偏移值)。该值可用 MDI 方式输人相应项中,操作方法详见本书第四章说明。例如图1 -5 所示:
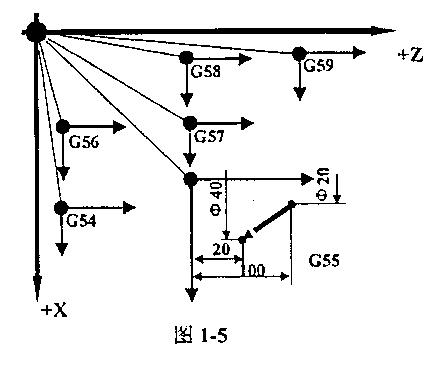
O1005 (见图 1 -5 )
G55
G90 GOO X20 Z100
X40 Z20
M30
此例中(20,100)及(40,20)的位置被定位于坐标系2上。
★直接机床坐标系编程 G53
G53 是机床坐标系编程在含有 G53 的程序段中。绝对值编程时的指令值是在机床坐标系中)坐标值。其为非模态指令。
★绝对值输入 G9O 和增量值输入 G91 指令
G90 X__Z。
G91 X__Z。
G90 指令按绝对值方式设定愉人坐标,即移动指令终点的坐标值 x 、z都是以工件坐标系原点为基准来计算,X。Z是工件坐标系中坐标值。
G91 指令按增量方式设定输人坐标,即移动指令终点的坐标值 x 、z 都是以始点为基准来计肄根据终点相对于始点的方向判断正负与坐标轴同向取正反向则取负。
举例见 9 12 节中的图例下1一2。
★英制输入 G20(单位in)和公制输入G21(单位mm)指令
使用 G20 / G21 指令可以选择是英制输人或者是公制输人,G94/G95为模态功能,可相互住销,G94为缺省值。出厂时一般设定为G21伏态。
★进给量的设定 G94 和 G95 指令
系统执行了 G 时指令后.再遇到 F 指令时,使认为 F 所指定的进给速度单位为 mm / min 或ln / min ,并一直有效直至系统又执行了含有 G95 的程序段,则 G94 被否定,而 G95 发生作用。若系统执行了含有 G95 的程序段则再遇到 F 指令,所指定的进给速度单位为 mm / r 或 in / r 要取消 G95 状态必须重新指定 G94 。当使用茸转进给量方式时,必须在主轴上安装一个位置编码器。
注: G94 、G95为模态功能,可相互注销 G94 为缺省值






