



G 指令(准备功能) 坐标系相关的 G 指令 坐标系设定 G92 指令
§1.2.3 G指令(准备功能)
准备功能G指令用地址字O和两位数值表示共有 Goo -G99 统的G 指令功能表各 G 指令按功能分成若干组表1-3为华中1型数控系统,按功能分成若干组。其中几组的指令称为非棋态式G指令,其只限定在被指定的程序段中有效。其余组的G指令属于模态式G指令具有连续性在后续程序中只要同组其它G指令未出现之前一直有效不同组的G指令在同一个程序段中可以指令多个同明的G指令在一个程序段中指令多个时以最后一个为准。
表1—3
§1.2.3.1 坐标系相关的G指令
*坐标系设定 G92 指令
G92X ___Z ___ ;
该指令是规定对刀点到工件原点的距离 X 、Z 即为对刀点在工件坐标系中的坐标。当执行G92 Xα Zβ指令后,系统内部即对(α、β)进行记忆,井建立一个使刀具当前点坐标值为(α、β)的坐标系,系统控制刀具在此坐标系中按程序进行加工。执行该指令只建立一个坐标系,刀具并不产生运动。
执行该指令时,若刀具当前点恰好在口件坐标系的α和β坐标值上,既刀具当前点在对刀点位置上,建立的该坐标系即为工件坐标系,加上原点与程序原点重合。若刀具当前点不在工件坐标系的α和β坐标值上 则加工原点与程序原点不一致,加工出的产品就有误差或报废,甚至出现危险。
如果要正确加工,加工原点与程序原点必须一致故编程时考虑为同一点。至于两点是否一致由操作时对刀完成
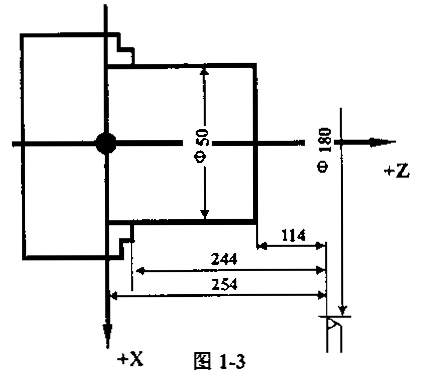
例如,图1 -3 所示坐标系的设定,当以工件左端面为工件原点时,应按下行建立工件坐标系。
G92 X18.Z254
当以工件右端面为工件原点时,应按下行建立工件坐标系
G92X 18.2114
显然,当α、β不同,或改变刀具位置时,既刀具当前点不在对刀点位置上,则加工原点与程序原点不一致。系统无法控制刀具在工件坐标系中,按编制的程序加工出正确的工件。因此在执行程序段 G92 Xα、Zβ前,必须先对刀。
X 、Z值的确定,即确定对刀点在工件坐标系下的坐标值。其选择的一般原则为:
1 、方便数学计算和简化编程;
2 、容易找正对刀:
3 、便于加工检查;
4 、引起的加工误差小:
5 、不要与机床、工件发生碰撞;
6 、方便拆卸工件:
7 、空行程不要太长:






