



§1.2.3.1 坐标系相关的G指令
★自动返回参考点 G28 指令
格式:G28X _ Z_;
功能:G28指令刀具,先快速移动到指令值所指令的中间点位置,然后白动间参考点
说明: X、Z在G90时是中间点的坐标值,作G91时,是中问点相对刀具当前点的移动距离。对各轴而言,移动到中问过波点或移劝到参考点均是以决速移动的速度来完成的(非直线移动),这种定位完全等效于G00定位。实例如图 1-6 所示
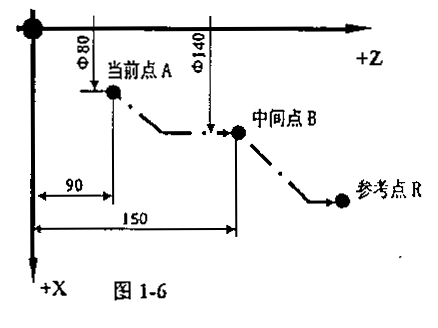
G90 G28 X140 Z150 T0100(绝对编程)
G91 G28 X80 Z60 T0100(绝对编程)
其刀具轨迹均是快速从A一B一R0
注:在系统启动之后,当没有执行手动返回参考点功能时.指定 G28 指令无效,G28指令仅在义被规定的程序段有效,并且在执行该指令前.须预先取消刀补。
★从参考点返回 G29 指令格式:G29X__Z__
功能:G29 指令各轴从参考点决速移动到前而 G28 所指令的中间点,然后移到 G29 所指令的返回点定位,这种定位完全等效于 GOO 定位。说明:X 、 Z值在 GgO 时是返回点的坐标值,G91 时是返回点相对中问点的移动跟离。 029 折令只在其被规定的程序段内有效。
实例:G28和G29应用举例如图1一7:
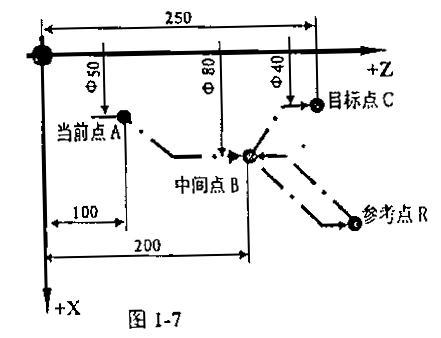
%1007. (见图1一7)
G92 X50 Z100
T0100
N10 G90 G28 X80 Z200 T0100 (A-B-R)
N20 T0202(换刀)
N40 GOO X50Z100
N40 M30






