


在对零件图进行工艺性分析后,还应结合数控铣削的特点,对所用毛坯(常为板料、铸件自由锻及模锻件)进行工艺性分析,否则,如果毛坯不适合数控铣削,加工将很...
阿凡达
3年前281

数控铣削加工零件图的工艺性分析 针对数控铣削加工的特点,下面列举出一些经常遇到的工艺性问题,作为对零件图进行工艺性分析的要点来加以分析与考虑。②零件...
阿凡达
3年前363

数控编程中曲面的数学处理 对数控铣削工艺来说,最重要的是采用什么方法把已经设计出来的曲面加工出来,而不是研究用什么方法来构造曲面(即空间曲面构造理论)...
阿凡达
3年前136

对刀点和换刀点的选择主要根据加工操作的实际情况,考虑如何在保证加工精度的同时,使操作简便。1.对刀点的选择对刀点可以设置在工件上,也可以设置在夹具上...
阿凡达
3年前389

一般情况下,某个零件并不是所有的表面都需要采用数控加工,应根据零件的加工要求和企业的生产条件进行具体的分析,确定具体的加工部位和内容及要求。具体而...
阿凡达
3年前371

直线插补指令G01(模态指令)格式G1 X… Y… Z … F…G1 AP=… RP=… F…解释X Y Z直角坐标的终点AP=极坐标的终点,这里指极角RP=极坐标的终点,这里指极半径...
aishukong
3年前480
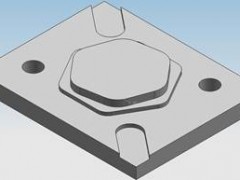
图1 加工任务图参考程序:(1)正六边形加工程序○0001;G90 G40 G21 G17 G94;G91 G28 Z0;G90 G54 M03 S400;G00 X0 Y55.0;Z5.0 M08;G01 Z-6. F60;G41 D...
aishukong
2023-05-22 13:04883

下列地址是系统固定的地址。地址含义地址含义D刀具偏置号N子程序F进给功能P程序编号G准备功能R参数变量H辅助功能S主轴转速L子程序调用T刀具顺序号M辅助功能:...
互联网搬用工
3年前295

*了解数控系统的功能及规格。不同的数控系统在编写数控加工程序时,在格式及指令上是不完全相同的。*熟悉零件的加工工艺。*合理选择刀具、夹具及切削用量...
阿凡达
3年前116

数控编程时,编程人员必须确定每道工序的切削用量,并以指令的形式写入程序中。切削用量包括主轴转速、背吃刀量及进给速度等。对于不同的加工方法,需要选用...
阿凡达
3年前134
在数控加工中,刀具(严格说是刀位点)相对于工件的运动轨迹和方向称为加工路线。即刀具从对刀点开始运动起,直至结束加工所经过的路径,包括切削加工的路径及...
aishukong
3年前534

加工顺序通常包括切削加工工序、热处理工序和辅助工序等,工序安排的科学与否将直接影响到零件的加工质量、生产率和加工成本。切削加工工序通常按以下原则安...
阿凡达
3年前299

在对零件图进行工艺性分析后,还应结合数控铣削的特点,对所用毛坯(常为板料、铸件自由锻及模锻件)进行工艺性分析,否则,如果毛坯不适合数控铣削,加工将很...
阿凡达
3年前393
针对数控铣削加工的特点,下面列举出一些经常遇到的工艺性问题,作为对零件图进行工艺性分析的要点来加以分析与考虑。①图纸尺寸的标注方法是否方便编程,构...
阿凡达
3年前300

下列加工内容建议不采用数控铣削加工:①需要进行长时间占机人工调整(如以毛坯粗基准定位按划线找正)的粗加工内容;②必须按专用工装协调的加工内容(如标准样...
阿凡达
3年前283

推荐下列加工内容作为采用数控铣削加工的主要选择对象。①工件上的曲线轮廓内、外形,特别是由数学表达式给出的非圆曲线与列表曲线等曲线轮廓;②已给出数学...
阿凡达
3年前277

对数控铣削工艺来说,最重要的是采用什么方法把已经设计出来的曲面加工出来,而不是研究用什么方法来构造曲面(即空间曲面构造理论)。通常,提供给工艺的曲面...
阿凡达
3年前164

在实际生产中(特别是航空工业),许多零件的轮廓形状是由实验方法来确定的,如飞机的机翼,它的形状是由风洞试验得到的。下图就是一种用列表曲线表述外缘轮...
阿凡达
3年前139

非圆曲线包括除圆以外的各种可以用方程描述的圆锥二次曲线(如:抛物线、椭圆、双曲线)、阿基米德螺线、对数螺旋线及各种参数方程、极坐标方程所描述的平面曲...
阿凡达
3年前212

CNC程序中的每一指定皆有一定的固定格式,使用不同的控制器其格式亦不同,故必须依据该控制器的指令格式书写指令,若其格式有错误,则程序将不被执行而出现警...
阿凡达
3年前144
