


指令格式:G90 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__G90 G98 G73~G89 X__ Y__ Z__ R__ Q__ P__ F__ L__G91 G99 G73~G89 X__ Y__ Z__ R__ Q__ P__ F...
阿凡达
2年前130

1.调用子程序M98指令指令格式:M98 P__××××指令功能:调用子程序指令说明:P__为要调用的子程序号。××××为重复调用子程序的次数,若只调用一次子程序...
阿凡达
2年前135
(1)图形缩放指令G51、G50指令格式:G51 X____ Y____ Z____ P____以给定点(X,Y,Z)为缩放中心,将图形放大到原始图形的P倍;如省略(X,Y,Z),则以程序原点为...
阿凡达
2023-05-21 17:37235
指令格式:G68 X____ Y____ R____以给定点(X,Y)为旋转中心,将图形旋转R角;如果省略(X,Y),则以程序原点为旋转中心。例如:G68 R60表示以程序原点为旋转中...
阿凡达
2023-05-21 17:36312

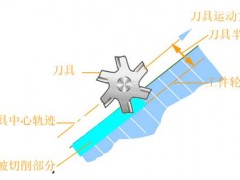
G41刀具半径左补偿、G42刀具半径右补偿、G40取消刀具半径补偿。铣削工件轮廓时,为了使编程员不必根据刀具半径人工计算刀具中心的运动轨迹,而是方便地直接按...
阿凡达
2年前532

刀具长度补偿指令用于补偿编程的刀具和实际使用的刀具之间的长度差。G43为使用长度补偿、G44为取消长度补偿。刀具长度补偿是在插补平面垂直的轴上进行的。例...
阿凡达
2年前447
1) 刀具半径补偿建立与取消指令G41/G42、G40程序段格式为G00/G01 G41/G42 X_ Y_ D_(F_);建立补偿,G01编程时才有F指令G00/G01 G40 X_ Y_(F_);取消半经...
aishukong
2023-05-21 17:02647

G00、G01、G02、G03指令的程序段格式分别为G00 X_ Y_ Z_;快速点定位指令G01X_ Y_ Z_ F_;直线插补指令,F的单位为mm/minG02/G03 X_ Y_ I_ J_ F_;或G02/G03 ...
aishukong
2年前370
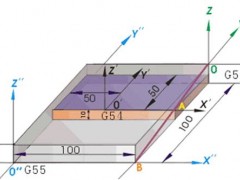
工件坐标系设定除了可用前面提到的G92指令设定工件坐标系外,在铣削加工编程中还可采用另外一组坐标系设定指令,即G54~G59。要采用G54~G59指令,操作者在实际...
aishukong
2023-05-21 16:57822

数控铣刀具半径自动补偿示例 刀具半径补偿指令编程进行粗、精加工补偿法
数控机床一般都具备刀具半径自动补偿机能,以适应用圆头刀具(如铣刀、圆头车刀)加工时,可简化程序编制,省去计算刀位的工作。当数控装置不具备刀具半径自...
阿凡达
2年前436
螺旋线插补指令与圆弧插补指令类似,也为G02和G03,分别表示顺时针、逆时针螺旋线插补。不同之处在于螺旋线插补多了导程参数,程序段格式为G02/G03 X_ Y_ Z_ ...
阿凡达
2年前150

G90外圆固定循环指令编程,如下图点画线代表毛坯。FUNAC数控车编程如下:O9004G50 X40 Z3(设立坐标系,定义对刀点的位置)M03 S400(主轴以400r/min旋转)G90 ...
阿凡达
2年前470

%0076;螺纹切削复合循环 G76 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04IF [AR[#0] EQ 0] ;如果没有定义刀尖角度 A 值M99 ;则返回ENDIFIF [A...
阿凡达
2年前379

%0073;封闭轮廓循环 G73 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04 IF[AR[#22]EQ 0] OR[AR[#17]EQ 0] OR[AR[#20]EQ 0];如果没有定义切削深...
阿凡达
2年前328

%0072;端面粗车削复合循环 G72 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04IF [AR[#22] EQ 0] OR [AR[#17] EQ 0] ;没有定义切削深度和退刀量M...
阿凡达
2年前321

%0071;内(外)径粗车削复合循环 G71 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04IF [AR[#20] EQ 0] OR [AR[#17] EQ 0]; 若没有定义切削深度 ...
阿凡达
2年前262

%0080; 内(外)径切削循环 G80 宏程序实现源代码; 调用本程序之前,必须转动主轴 M03 或 M04#40 = #1152IF [AR[#25] EQ 0] OR [AR[#23] EQ 0]; 如果没有定义...
阿凡达
2年前273
%0082;螺纹切削循环 G82 宏程序实现源代码;调用本程序之前,必须转动主轴 M03 或 M04 #40=#1152IF [AR[#25] EQ 0] OR [AR[#23] EQ 0]; 如果没有定义 Z 值和 ...
阿凡达
2年前200
HNC-21T 的固定循环指令采用宏程序方法实现,这些宏程序 调用具有模态功能。由于各数控公司定义的固定循环含义不尽一致,采用宏程序 实现固定循环,用户可按...
阿凡达
2年前242

端面粗车循环(G72)G72W(△d)R(e);G72P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t);N(ns)……;在N(ns)和N(nf)的程序段间,指定粗加工路...
阿凡达
2年前161
