


ChineseGradeISO GradeWC%Co%TiC%TaC%Others%Apparent Densityg/cm3(±0.1)Flow rateSec/ 50gHardnessHRA±0.5Densityg/cm3±0.1T.R.S.MPaYG8X--90.58.0----1...
aishukong
10年前1758

高强度钢是指那些具有很高的强度和较高的硬度,又有很好的韧性和塑性的合金钢。经调质处理后,具有很好的综合力学性能。其抗拉强度σb1200MPa时,称为高强度...
aishukong
10年前1731

根据金属切削原理,在正常切削时,刀具的磨损主要包括以下几种:后刀面磨损;前刀面磨损,即月牙洼磨损;前后刀面同时磨损。刀具涂层是指在强度和韧性较好的...
aishukong
10年前1313

切削刀具用硬质合金根据国际标准ISO分类,把所有牌号分成用颜色标志的三大类,分别用P、M、K表示。一、P类,蓝色(包括P01~P50),系高合金化的硬质合金牌号。其...
aishukong
10年前1677

金刚石复合片(polycrystalline diamondcompact PDC)作为一种新型复合材料,其发展历史仅有十几年,但其应用范围已发展到各行各业,广泛地应用于地质钻探、非...
aishukong
10年前1410

与任何其他刀具一样,石材雕刻刀的寿命也各不相同,主要取决于被切削材料、选用的进给率和切削速度,以及工件的几何形状等。一般来说,加工石墨的金刚石涂层...
aishukong
10年前1780

一、陶瓷刀片的种类及发展脉络陶瓷刀片的种类及发展:陶瓷刀片最明显的发展线条是刀片的韧性依次增强:氧化铝陶瓷刀片—-复合氧化铝陶瓷刀片--氮化硅陶瓷刀片...
aishukong
10年前1837

随着高速干式切削工艺以及硬质材料切削需求的增加,对切削刀具的需求也随之增大。这类材料包括高强度钢、铸造材料以及用于汽车及航空工程的高强度合金材料。...
aishukong
10年前1590

齿轮加工机床在金属切削机床中,用来加工齿轮轮齿的机床称为齿轮加工机床。齿轮加工机床分为:⑴圆柱齿轮加工机床主要由滚齿机、插齿机等。⑵圆锥齿轮加工机床...
aishukong
10年前1760
1.对刀具的要求数控车床能兼作粗、精车削。为使粗车能大吃刀、大走刀,要求粗车刀具强度高、耐用度好;精车首先是保证加工精度,所以要求刀具的精度高、耐用...
aishukong
10年前1521

刀片常遇问题的处理方法:.1刀片在运转时有跳动处理;1.1检查刀片安装是否到位。1.2检查切脚机工作安装面是否有杂物。1.3检查内径与转动轴之间间隙。2刀片裂纹...
aishukong
10年前1626

铲齿成形铣刀是用于铣削工件成形表面的专用刀具。它的刃形是根据工件廓形设计计算的,它具有较高的生产率,并能保证工件形状和尺寸的互换性,因此得到广泛使...
aishukong
10年前1650
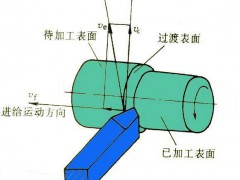
切削表面与切削运动一、切削表面与切削运动(一)切削表面切削加工过程是一个动态过程, 在切削过程中,工件上通常存在着三个不断变化的切削表面。即:待加工...
aishukong
2015-07-15 13:272665

车刀属于单锋刀具,因车削工作物形状不同而有很多型式,但它各部位的名称及作用却是相同的。一支良好的车刀必须具有刚性良好的刀柄及锋利的刀锋两大部份。车...
aishukong
10年前1689

一、切屑的类型及其分类由于工件材料不同,切削过程中的变形程度也就不同,因而产生的切屑种类也就多种多样,如下图示。图中从左至右前三者为切削塑性材料的...
aishukong
10年前1690

1 高碳钢:高碳钢车刀是由含碳量0.8%~1.5%之间的一种碳钢,经过淬火硬化后使用,因切削中的摩擦四很容易回火软化,被高速钢等其他刀具所取代。一般仅适合于软...
aishukong
10年前1633
国家标准GB 10945-89“自动换刀机床用7:24 圆锥工具柄部40、45 和50号圆锥柄用拉钉”是参照国际标准ISO 7388/2-1984 制订的,外形尺寸相同,分为A 型和B 型...
aishukong
10年前1268

在机床的实际加工中,被加工工件的轮廓形状千差万别,各式各样。严格说来,为了满足几何尺寸精度的要求,刀具中心轨迹应该准确地依照工件的轮廓形状来生成。...
aishukong
10年前1168


