



工艺系统的几何误差主要是指机床、刀具和夹具本身在制造时所产生的误差,以及使用中产生的磨损和调整误差。这类原始误差在加工过程开始之前已客观存在,并在加工过程中反映到工件上去。
一、 机床的几何误差
机床的几何误差是通过各种成形运动反映到加工表面的,机床的成形运动主要包括两大类,即主轴的回转运动和移动件的直线运动。因而分析机床的几何误差主要包括主轴的回转运动误差、导轨导向误差和传动链误差。
(一)主轴的回转运动误差
主轴的回转运动误差是指主轴实际回转轴线相对于理论回转轴线的偏移。
1 .主轴的回转运动误差的概念
由于主轴部件在制造、装配、使用中等各种因素的影响,会使主轴产生回转运动误差,其误差形式可以分解为:轴向窜动、径向跳动和角度摆动三种,如图 4 -1a、 b、 c。实际上,主轴回转误差的三种基本形式是同时存在的(如图 4-1d)。
(1) 轴向窜动
轴向窜动是指瞬时回转轴线沿平均回转轴线方向的轴向运动,如图 4 -1a所示,它主要影响工件的的端面形状和轴向尺寸精度。
(2) 径向跳动
径向跳动是指瞬时回转轴线平行于平均回转轴线的径向运动量。如图 4-1b所示。它主要影响加工工件的圆度和圆柱度。
(3) 角度摆动
角度摆动是指瞬时回转轴线与平均回转轴线成一倾斜角度作公转,如图 4 -1c所示,它对工件的形状精度影响很大,如车外圆时,会产生锥度。
2 . 影响主轴回转运动误差的主要因素有:
(1)主轴误差
主轴误差主要包括主轴支承轴径的圆度误差、同轴度误差(使主轴轴心线发生偏斜)和主轴轴径轴向承载面与轴线的垂直度误差(影响主轴轴向窜动量)。
(2) 轴承误差
主轴采用滑动轴承支承时,主轴轴径和轴承孔的圆度误差对主轴回转精度有直接影响。对于工件回转类机床,切削力的方向大致不变,在切削力的作用下,主轴轴径以不同部位与轴承孔的某一固定部位接触,这时主轴轴径的形状误差是影响回转精度的主要因素,如图 4 -2a所示。对于刀具回转类机床,切削力的方向随主轴回转而变化,主轴轴径以某一固定位置与轴承孔的不同位置相接触,这时轴承孔的形状精度是影响回转精度的主要因素,如图 4-2b所示。对于动压滑动轴承,轴承间隙增大会使油膜厚度变化大,轴心轨迹变动量加大。
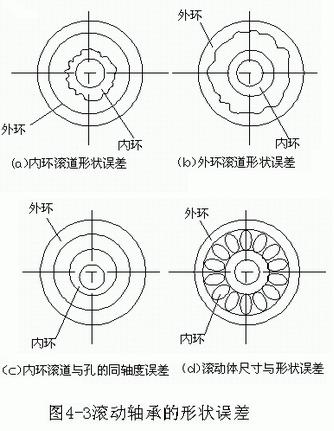
主轴采用滚动轴承支承时,如图 4-3所示,内外环滚道的形状误差(图 a、 b)、内环滚道与内孔的同轴度误差(图 c)、滚动体的尺寸误差和形状误差(图 d),都对主轴回转精度有影响。主轴轴承间隙增大会使轴向窜动与径向圆跳动量增大。
采用推力轴承时,其滚道的端面误差会造成主轴的端面圆跳动。角接触球轴承和圆锥滚子轴承的滚道误差既会造成主轴端面圆跳动,也会引起径向跳动和摆动。
3 .主轴回转误差对加工精度的影响
在分析主轴回转误差对加工精度的影响时,首先要注意主轴回转误差在不同方向上的影响是不同的。例如在车削圆柱表面时,回转误差沿刀具与工件接触点的法线方向分量Δ Y对精度影响最大,如图 4-4b所示,反映到工件半径方向上的误差为Δ R=Δ Y,而切向分量Δ z的影响最小,如图 4 -4a所示,由图 4-4可看出,存在误差Δ z时,反映到工件半径方向上的误差为Δ R,其关系式为:
( R +Δ R ) 2 = Δ z 2 + R 2
整理中略去高阶微量Δ R 2项可得:Δ R =Δ z 2 / 2R
设Δ z= 0.01mm, R= 50mm,则Δ R= 0.000001mm。此值完全可以忽略不计。
因此,一般称法线方向为误差的敏感方向,切线方向为非敏感方向。分析主轴回转误差对加工精度的影响时,应着重分析误差敏感方向的影响。
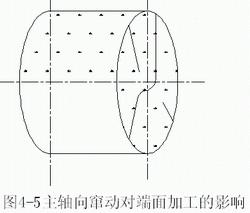
主轴的纯轴向窜动对工件的内、外圆加工没有影响,但会影响加工端面与内、外圆的垂直度误差。主轴每旋转一周,就要沿轴向窜动一次,向前窜的半周中形成右螺旋面,向后窜的半周中形成左螺旋面,最后切出如端面凸轮一样的形状,如图 4-5所示,并在端面中心附近出现一个凸台。当加工螺纹时,主轴轴向窜动会使加工的螺纹产生螺距的小周期误差。
4 . 提高主轴回转精度的措施
(1)采用高精度的主轴部件
获得高精度的主轴部件的关键是提高轴承精度。因此,主轴轴承,特别是前轴承,多选用 D、 C级轴承;当采用滑动轴承时,则采用静压滑动轴承。以提高轴系刚度,减少径向圆跳动。其次是提高主轴箱体支承孔、主轴轴颈和与轴承相配合零件的有关表面的加工精度,对滚动轴承进行预紧。
(2)使主轴回转的误差不反映到工件上
如采用死顶尖磨削外圆,只要保证定位中心孔的形状、位置精度,即可加工出高精度的外圆柱面。主轴仅仅提供旋转运动和转矩,而与主轴的回转精度无关。
(二) 机床导轨误差
机床导轨副是实现直线运动的主要部件,其制造和装配精度是影响直线运动精度的主要因素,导轨误差对零件的加工精度产生直接的影响。
1 .机床导轨在水平面内直线度误差的影响
如图 4-6所示,磨床导轨在 x方向存在误差Δ(图 a),引起工件在半径方向上的误差Δ R(图 b),当磨削长外圆柱表面时,将造成工件的圆柱度误差。
2 .导轨在垂直面内直线度误差的影响
如图 4-7所示,磨床导轨在 y方向存在误差Δ(图 a),磨削外圆时,工件沿砂轮切线方向产生位移,此时,工件半径方向上产生误差Δ R ≈Δ z 2 / 2R,对零件的形状精度影响甚小(误差的非敏感方向)。但导轨在垂直方向上的误差对平面磨床、龙门刨床、铣床等将引起法向位移,其误差直接反映到工件的加工表面(误差敏感方向),造成水平面上的形状误差。
3 .机床导轨面间平行度误差的影响
如图 4-8所示,车床两导轨的平行度产生误差(扭曲),使鞍座产生横向倾斜,刀具产生位移,因而引起工件形状误差。由图 4-8关系可知,其误差值Δ y=HΔ / B。
4 .机床导轨对主轴轴心线平行度误差的影响
当在车床类或磨床类机床上加工工件时,如果导轨与主轴轴心线不平行,则会引起工件的几何形状误差。例如车床导轨与主轴轴心线在水平面内不平行,会使工件的外圆柱表面产生锥度;在垂直面内不平行时,会使工件成马鞍形。
(三)机床的传动误差
对于某些加工方法,为保证工件的精度,要求工件和刀具间必须有准确的传动关系。如车削螺纹时,要求工件旋转一周刀具直线移动一个导程,如图 4-9所示。传动时必须保持 S=iT为恒值, S为工件导程, T为丝杠导程, i为齿轮 z 1 ~ z 8的传动比。所以,车床丝杠导程和各齿轮的制造误差都必将引起工件螺纹导程的误差。
为了减少机床传动误差对加工精度的影响,可以采用如下措施:
减少传动链中的环节,缩短传动链;
提高传动副(特别是末端传动副)的制造和装配精度;
消除传动间隙;
采用误差校正机构(见图 4—40 )。
二、工艺系统的其他几何误差
(一)刀具误差
刀具误差主要指刀具的制造、磨损和安装误差等,刀具对加工精度的影响因刀具种类不同而定。机械加工中常用的刀具有:一般刀具、定尺寸刀具和成形刀具。
一般刀具(如普通车刀、单刃镗刀、平面铣刀等)的制造误差,对加工精度没有直接的影响。但当刀具与工件的相对位置调整好以后,在加工过程中,刀具的磨损将会影响加工误差。
定尺寸刀具(如钻头、铰刀、拉刀、槽铣刀等)的制造误差及磨损误差,均直接影响工件的加工尺寸精度。
成形刀具 (如成形车刀、成形铣刀、齿轮刀具等 )的制造和磨损误差,主要影响被加工工件的形状精度。
( 二 )夹具误差
夹具误差主要是指定位误差、夹紧误差、夹具安装误差和对刀误差以及夹具的磨损等。
( 三 )调整误差
零件加工的每一道工序中,为了获得被加工表面的形状、尺寸和位置精度,必须对机床、夹具和刀具进行调整。而采用任何调整方法及使用任何调整工具都难免带来—些原始误差,这就是调整误差。
如用试切法调整时的测量误差、进给机构的位移误差及最小极限切削厚度的影响;如用调整法调整时的定程机构的误差、样板或样件调整时的样板或样件的误差等。






