



尽管数控机床的种类是多种多样的,其所使用的数控系统种类繁多,其操作面板的形状、操作键的位置也不一样,操作方法也各不相同,但是其功能大都相差无几。在学习数控机床操作时,应认真了解厂家提供的操作手册,了解有关操作规定,以便熟练掌握相应的数控机床操作。
目前,用于教学型的数控机床中比较有代表性的有南京机械专科学校生产的CK0630数控车床和华中理工大学生产的华中I 型数控铣床,它们广泛用于学校与工厂对学生或工人的培训。
本章重点介绍华中理工大学I 型数控铣床操作系统,并简要介绍CK0630数控车床操作系统和BEIJING-FANUC Series O-MD数控系统的操作面板。
第一节 CK0630的操作面板简介
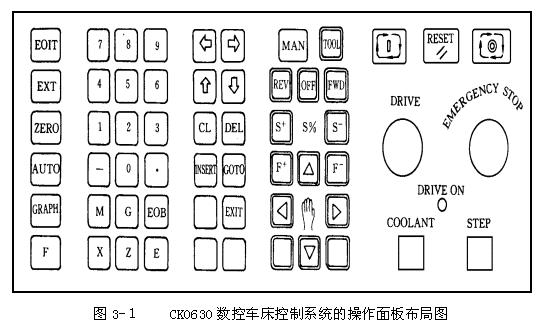
CK0630数控车床操作系统是由南京机械专科学校研制的。其机床控制核心是由计算机组成的数控装置,计算机数控装置和机床控制装置的全部操作集中装在一块由机床操作面板和CNC控制面板组成的操作盘上。下面简要介绍CK0630数控车床控制系统的操作面板及其功能。
数控机床操作教程-(3)数控机床的操作简介
CK0630控制键盘主要由功能选择键、编辑键与手动控制键三大部分组成。
一、功能选择
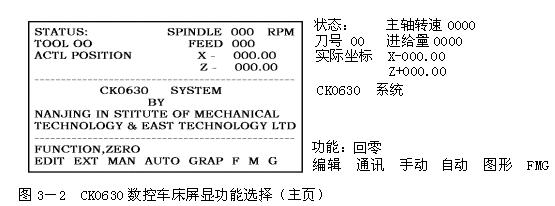
机床通电后,屏幕显示如图3-2内容。此时按屏幕提示,操作者按下任一个功能选择键,均可直接进入所要求的控制状态。
1. ZERO(回零)
回机床零点功能键。控制拖板沿X、Z两方向分别运动至机床零点。系统每次通电启动或加工中急停中断后,必须先执行此功能,然后才能正确进入自动加工与对刀控制状态。
2.AUTO(自动加工)
自动加工控制功能键。进入此状态,系统自动控制加工程序的执行。
3.GRAPH(图形)
图形模拟控制功能键。进入此状态,可执行图形仿真加工程序,直观地检查加工程序编制正确与否,同时还可指出循环次数为0、有错误代码指令等错误。加工程序编制完成后可先进行图形模拟,亦可关闭驱动开关自动执行一次,以便发现问题,及时纠正错误。
4.F
刀偏量、齿隙补偿量设置功能键。进入此状态,系统可设置8把刀的刀偏值,并可任意修改,同时也可设置与修改齿隙补偿量(0-2.55mm)。
5.MAN(手动)
手动功能控制键。进入此状态,操作者可手动控制换刀、主轴变速、主轴正反转、主轴停、进给量升降及X、Z两轴进给。
6.EDIT(编辑)
编辑状态选择键。进入此状态,操作者可进行加工程序的输入、编辑与修改。
7.EXT(通讯)
通讯状态进入键 。进入此状态,系统可与磁盘机等通讯,存贮编辑完成的加工程序,打印加工程序或与PC机联机通讯。
8.M
M功能检索键。屏幕显示全部M功能指令及解释。包括程序暂停、结束,主轴正转、反转,主轴停,换刀,冷却液开、关等。
9.G
G功能检索键。屏幕显示全部G功能指令及解释。包括绝对值方式编程、增量方式编程、加工程序原点设置、快速点位运动、直线插补、顺圆插补、程序延时、螺蚊加工、沿X 、Z方向回程序原点、子程序调用、循环、公(英)制单位及浮点原点设置等。
二、编辑功能
进入编辑功能或输入修改数据时下述键有效:
0-9 数字键
. 小数点
- 负号
EOB 程序段输入
E 数据输入(编辑时为清除当前程序段)
←→↑↓ 移动光标
CL 清除当前输入数据
DEL 程序段删除
INSERT 程序段插入
GOTO 程序段检索
EXIT 退出
三、手动选择
TOOL 手动换刀:换刀一般应回程序原点。
FWD 主轴正转
REV 主轴反转
OFF 主轴停
S↑ 主轴升速
S↓ 主轴降速
F↑ 进给升速
F↓ 进给降速
 数控机床操作教程-(3)数控机床的操作简介 手动进给控制
数控机床操作教程-(3)数控机床的操作简介 手动进给控制
四、其他功能
X(Z) :X(Z)向回机械零点。
 “START”自动加工开始。
“START”自动加工开始。
 暂停,高速加工时切忌用暂停键。
暂停,高速加工时切忌用暂停键。
RESET:复位。
DRIVE:钥匙开关。
MERGENCY:主轴及伺服系统电源开关。
STOP:急停开关。按下后切断主轴及伺服系统电源,控制系统复位。故障排除后旋转该开关,使其释放。
COOLANT:冷却液开关。按下冷却液开,释放冷却液关。
STEP:单步执行键,按下每执行一段程序自动停顿,按START继续执行一段。
OVER RESET 超程复位开关,出现超程报警时,按下此开关,在手动状态下,使拖板退出超程位置,其后释放此开关。
五、面板指示
DRIVE ON 指示进给驱动及主轴电源开关。
六、背面接口
V.D.U:同轴电缆引出口
PRINTER:打印机接口
RS 232:串行通讯口






