



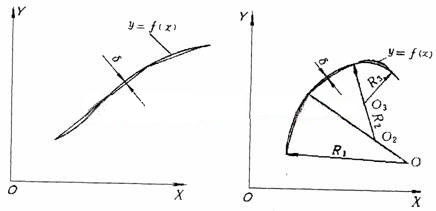
当被加工零件轮廓形状与机床的插补功能不一致时,如在只有直线和圆弧插补功能的数控机床上加工双曲线、抛物线、阿基米德螺线或列表曲线时,就要采用逼近法加工,用直线或圆弧去逼近被加工曲线。这时,逼近线段与被加工曲线的交点,称为节点。如图1所示,图a为用直线段逼近非圆曲线的情况,图b为用圆弧段逼近非圆曲线的情况。
a) b)
图1 曲线逼近
编写程序段时,应按节点划分程序段。逼近线段的近似区间愈大,则节点数目愈少,相应的程序段数目也会减少,但逼近线段的误差δ应小于或等于编程允许误差δ允 ,即 δ≤δ允。考虑到工艺系统及计算误差的影响, 一般取零件公差的1/5~1/10。
非圆曲线轮廓零件的数值计算过程,一般可按以下步骤进行:
1)选择插补方式,即采用直线还是圆弧逼近非圆曲线。采用直线段逼近,一般数学处理较简单,但计算的坐标数据较多,且各直线段间连接处存在尖角,由于在尖角处,刀具不能连续地对零件进行切削,零件表面会出现硬点或切痕,使加工质量变差。采用圆弧段逼近的方式,可以大大减少程序段的数目,同时若采用彼此相切的圆弧段来逼近非圆曲线,可以提高零件表面的加工质量。但采用圆弧段逼近,其数学处理过程比直线要复杂一些。
2)确定编程允许误差,即使δ≤δ允。
3)选择数学模型,确定计算方法。目前生产中采用的算法比较多,在决定采用什么算法时,主要考虑的因素有两条,一是尽可能按等误差的条件,确定节点坐标位置,以便最大程度地减少程序段的数目;二是尽可能寻找一种简便的计算方法,以便于计算机程序的制作,及时得到节点坐标数据。
4) 根据算法,画出计算机处理流程图。
5) 用高级语言编写程序,上机调试,并获得节点坐标数据。
