使机床在XOY、XOZ、YOZ平面内执行圆弧插补运动,加工出圆弧轮廓。G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。圆弧的顺、逆可按图1给出的方向进行判断:沿圆弧所在平面(XOY)的另外一坐标轴的负方向(即-Z)看去,顺时针方向为G02,逆时针方向为G03。
圆弧插补程序应包括:坐标平面选择、圆弧的顺逆、圆弧的终点坐标及圆心坐标或半径。其程序格式为:
G17 G02(G03) X┈Y┈I┈J┈(R┈)F┈
G18 G02(G03) X┈Z┈I┈K┈(R┈)F┈
G19 G02(G03) Y┈Z┈J┈K┈(R┈)F┈
当机床只有一个坐标平面时,平面选择指令可省略(如车床);当机床具有三个坐标时(如立式加工中心),G17可以省略。
圆弧插补终点坐标可以用绝对坐标,也可以用增量坐标,取决于程序中已指定的G90或G91。

图1圆弧顺逆的区分
圆心坐标I、J、K一般用圆心相对于圆弧起点(矢量方向指向圆心)在X、Y、Z坐标的分矢量,且总是为增量值(圆弧起点作为圆心坐标的原点),与程序中已指定的G90无关。圆心参数也可用半径R。由于在同一半径R的情况下,从圆弧的起点到终点有两个圆弧的可能性,为区别二者,当圆心角θ≤180°的圆弧用R,当θ>180°的圆弧用-R。用R参数时,不能描述整圆。
应注意的是,圆弧是由数控装置的圆弧插补器完成的,若给出的圆弧参数有误差时,圆弧的终点处必残留一个小的直线段而形成圆弧误差ε,一般限制在ε≤10μ。
现代的数控机床都可跨象限编制圆弧程序。但有些旧式数控机床是按象限划分程序段的。
图2为封闭圆,用圆心坐标I、J编程。设刀具起点在坐标原点O,刀具回转中心快速移到A ,按箭头方向以F=100mm/min速度切削整圆至A,再返回原点。
(1) 假定不能跨象限编程,只能按Ⅰ、Ⅱ、Ⅲ、Ⅳ象限分别编程。
用绝对坐标:
N001 G92 XO YO LF
N002 G90 G00 X20 YO S200 M03 T01 LF
N003 G03 X0 Y20 I-20 J0 F100 LF
N004 X-20 Y0 I0 J-20 LF
N005 X0 Y-20 I20 J0 LF
N006 X20 Y0 I0 J20 LF
N007 GOO X0 Y0 M02 LF
注:I0和J0可以省略
用增量坐标:
N001 G91 G00 X20 Y0 S200 M03 T01 LF
N002 G03 X-20 Y20 I-20 J0 F100 LF
N003 X-20 Y-20 I0 J-20 LF
N004 X20 Y-20 I20 J0 LF
N005 X20 Y20 I0 J20 LF
N006 GOO X-20 Y0 M02 LF
增量坐标还可以表达为:
N001 G00 U20 V0 S200 M03 T01 LF
N002 G03 U-20 V20 I-20 J0 F100 LF
N003 U-20 V-20 I0 J-20 LF
N004 U20 V-20 I20 J0 LF
N005 U20 V20 I0 J20 LF
N006 G00 U-20 V0 M02 LF
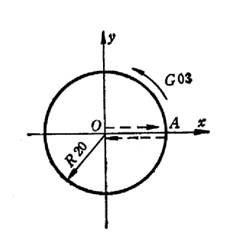
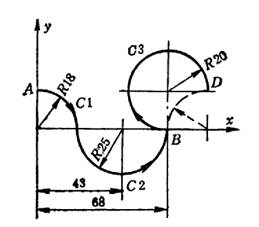
图2 封闭圆编程图 图3 圆弧用R编程
(2)可以跨象限编程
用绝对坐标:
N001 G92 X0 Y0 LF
N002 G90 G00 X20 Y0 S200 M03 T01 LF
N003 G03 X20 Y0 I-20 J0 F100 LF
N004 G00 X0 Y0 M02 LF
用增量坐标:
N001 G91 G00 X20 Y0 S200 M03 T01 LF
N002 G03 X0 Y0 I-20 J0 F100
N003 G00 X-20 Y0 M02 LF
图3为圆弧插补圆参数用R编程。设A为起刀点,从点A沿圆弧C1、C2、C3至D点停止,主轴300转/分钟,主轴正转,进给速度为100毫米/分钟。
用绝对坐标编程:
N001 G92 X0 Y18 LF
N002 G90 G02 X18 Y0 R18 F100 S300 M03 LF
N003 G03 X68 Y0 R25 LF
N004 G02 X88 Y20 R-20 M02 LF
用增量坐标编程:
N001 G91 G02 X18 Y-18 R18 F100 S300 M03 LF
N002 G03 X50 Y0 R25 LF
N003 G02 X20 Y20 R-20 M02 LF