



1 前言
在镗削加工中,经常会遇到所要镗削的孔距大于镗床行程的情况.如一些产品及工装(主要是焊接工装)。并且孔距公差较小(9级左右),若因时间或其他原因不能外协加工时,可采用以下几种简单易行的方法。以TPX6119为例,其工作台横向行程为900mm,主轴箱升降行程为900mm。由于行程达到极限位置时,回程误差无法消除.根据经验.实际使用时可在其两端各留10mm左右,即工作台横向行程为880mm,主轴箱升降行程为880mm。
2 增加行程的几种方法
2.1 夹具法
就是利用夹具在加工完第一个孔后.将工件在夹具上平移,利用定位销定位,再根据已计算出的数据(计算方法是用孔距减去主轴中心到定位销的中心距离),移动工作台,加工另一孔。因为夹具本身结构较大,成本高.所以此法适用于批量较大的生产中。
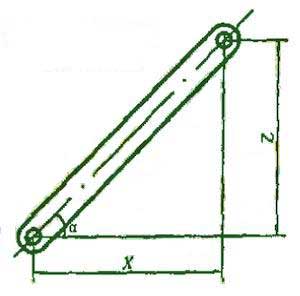
图1 直角三角形法加工示意图
2.2 直角三角形法
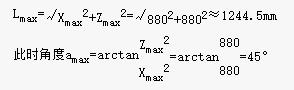
如图1所示,即工件安装时,其两孔中心连线相对于工作台面有一定角度a,利用直角三角形斜边大于直角边的性质来实现,加工完第一个孔后,将工作台横向移动X,主轴箱升降Z(其值均已事先计算出),再加工另一孔。此法所能加工孔之最大孔距为:
2.3 工艺孔法
对于孔距大于1244.5 mm的工件来说,若设计上允许,可在两孔中间加工工艺孔(其直径与深度均以适于找正为宜)。若设计上不允许,也可在两孔中间点焊(或用其他方法固定)一块板,待加工完成后去掉,磨平焊点。在这块板上加工工艺孔,对于孔距小于2×880=1760mm的工件而言只需加工1个工艺孔。具体工艺步骤如下:
加工第一个孔;
将工作台平移,设平移长度为X1(一般来说为孔距的一半);
加工工艺孔;
将工作台及工件平移,使工艺孔及待加工孔均在镗床加工行程范围内,找正工艺孔中心;
将工作台平移,移动长度X2=L-X1,加工另一孔。
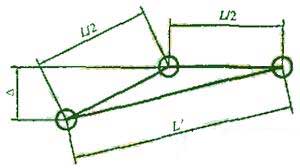
图2 工艺孔法加工时工作台平面度误差示意图
2.4 直角三角形法与工艺法结合
对于孔距大干1760mm的工件来说,也可用此法来加工.不过此时需要1个较大的基础平面来定位。
3 结束语
在这几种方法中,工艺孔法最适宜于板件。要求其平面度小,这样在工件移动后,所加工的两孔平行度就小。若为其他形状件(如连杆)则工艺孔应有一定的深度.以便将工艺孔中心线与主轴中心线找重台,这样所加工的两孔平行线较好。
在以上几种方法中,直角三角形和夹具法的孔距精度是完全靠机床或夹具精度来保证的,这里不再赘述。工艺孔法由于工件要移动,且无定位销定位,所以存在着工作台平面度误差和夹紧力大小等的影响。但通过计算机计算的数据可知其影响很小。如图2,设待加工孔距为L,工艺孔位于其中间.先加工该孔(其中心相对于工艺孔及待加工
孔中心连线下移△),故应用工艺孔后,所加工的实际孔距为L'。则L'= √
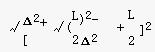 ,由于Δ值很小,所
,由于Δ值很小,所
以L'≈L,例如L=1500,Δ=0.2,则L'=1499.9998≈1500=L。即使Δ较大,例如Δ=5,则L'=1499.9916≈1500=L,由此可知,此误差可忽略不计。
对于立式镗床,直角三角形法和工艺孔法可直接运用。对于卧式镗床(如TPX6119),工件平面定位需要一较大的基面。这时可利用已有的一些工装基础件或制作一简易支架来实现。






