数控机床伴随着电子技术和自动化技术的发展,正朝着高精度、高效率的方向发展,出现了适应纳米级加工的数控系统,而刀塔的稳定性直接影响机床的使用。以往,由于刀塔的误转位、重复定位不好等故障给实际应用带来了很多麻烦。通过多年的实践,本文介绍一种利用FANUC数控系统及其内置的PLC,实现车床多刀位刀塔的精确定位。
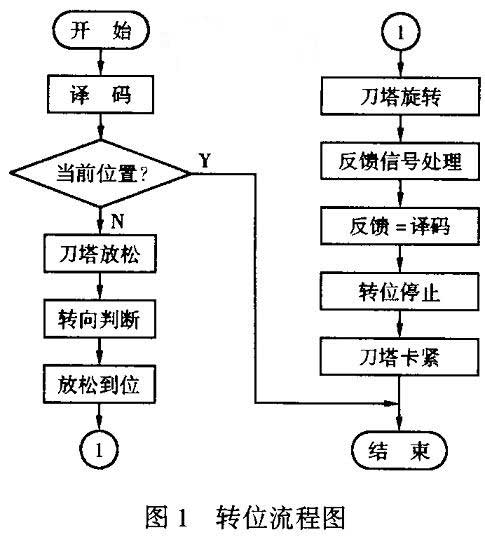
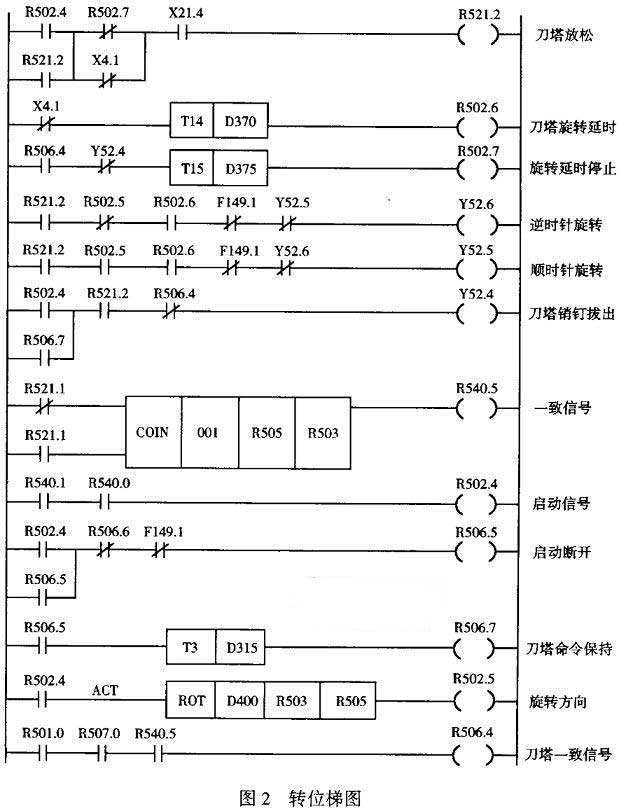
在转塔的机械结构上,为提高换刀的重复定位精度,使用了碟簧和销钉,以便使刀塔定位结束时锁紧转塔。为了提高刀塔转位的可靠性,取消了每个刀位一个开关的结构,同时在与转塔同轴的位置上安装了一个编码器,这样刀塔旋转时编码器将自动地把刀位的实际位置以BCD码的形式反馈给数控系统,大大减少了由于开关引起的误动作。图1描述了其动作过程。除结构改进之外,在PLC上也作了相应的处理,处理过程如图2所示。当数控系统中输出换刀命令时PLC首先进行译码,将译码结果放入R505中,并与寄存器R503中所保存的刀塔当前的刀位进行比较,如果比较结果相同,则R506.4置1,刀塔的位置保持不变,否则R506.4为0,当旋转条件满足时(R540.1为1、R540.0是0)进行换刀。换刀时,首先启动信号R502.4变为1,并将系统的命令值与现刀位值进行比较,判断到目标刀位的最近换刀方向,由方向判别信号R502.5为。或1来选择刀塔的旋转方向。此时,启动信号将放松刀塔(Y52.4输出),换刀方向旋转(Y52.5或Y52.6为1),这时与刀塔同轴的编码器将各刀位的信号送回数控装置。当返回信号与目标刀位一致时,一致信号R506.4变为1,断开旋转信号,刀塔卡紧。为防止由于编码器反馈信号受信号的上升沿、下降沿的影响,造成误判断影响加工,甚至造成人机的事故,在对编码器反馈信号处理时,把反馈信号、选通信号、奇偶校验信号等作为校验条件R570.0,增强了定位的可靠性和稳定性,具有良好的实际使用效果。