



根据锥柄角度的不同,常用固定顶尖可分为莫氏锥柄和特殊锥度锥柄。对于莫氏锥柄顶尖的磨削加工车间有专用的工装,这里就不作介绍了。特殊锥度锥柄固定顶尖,加工精度和复杂系数较高。采用合理的工艺,有利于提高特殊锥度固定顶尖的加工精度。
附图
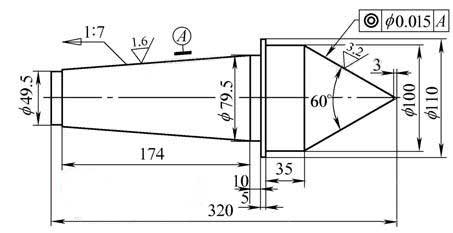
下面以在M131W上加工轧辊CA8480车床固定顶尖(见附图)为例,介绍特殊锥度顶尖加工工艺。
1.确定加工顺序
由附图可以看出,需磨削加工的尺寸有锥柄直径79.5mm、锥度1∶7的锥面和直径100mm 、锥度60°的锥尖工作面。而且锥尖工作面对1∶7的锥面同轴度为0.015mm.根据粗基准的选择原则,1∶7锥面的加工应以工件的轴线,即工件的左端中心孔和60°顶尖面作为粗基准(60°顶尖面作粗基准可保证60°顶尖面的加工余量).根据精基准的选择原则,1∶7的锥面长度比60°锥尖长, 60°锥尖加工应以1∶7锥面作精基准。因此加工顺序为先加工1∶7的锥面再加工60°顶尖面。
2.装夹方法
1∶7锥面的加工用两顶尖装夹。一个为硬质合金正顶尖,一个为普通材质反顶尖。但由于1∶7锥面无法直接进行装夹,所以完成60°顶尖面的磨削,首先要解决工件的装夹问题。通过适当加长柄部圆柱台作为工艺台,进行装夹。加工完60°锥面后去除加长部分,这样可以保证夹持牢固,加工后精度高。
3.锥面磨削加工
外圆锥面磨削根据锥面的大小和工件形状,可采用以下三种磨削方法:转动工作台来磨削锥面,转动头架磨削外圆锥面和转动砂轮架磨削外圆锥面。在这里锥柄锥度1∶7的磨削加工采用转动工作台的方法。锥柄部的角度可和轧辊车床套筒配研,大端接触,接触面80 %以上。角度的误差可调整工作台,经过多次反复研配和磨削加工去除。
60°工作锥面的加工,通过四爪单动卡盘装夹锥柄部位,转动头架和砂轮架各15°,采用组合方式即可实现工作锥面的磨削加工。工作锥面角度可用游标万能角度尺采用透光法测量。角度的误差,可用转动工作台,经过多次试切削和测量来进行调整。
加工过程中应注意以下细节保证两锥度同轴度:
(1)在直径100mm处磨削找正圆,四爪单动卡盘装夹找正时用。
(2)找正锥柄磨削工作锥面时,找两个点,其中一个点靠近卡盘爪,另一个点在直径100mm处,两处误差都应控制在0.01mm之内。
(3)四爪单动卡盘找正时,找正的距离应尽量短。
如果加工位置距离卡盘爪远,加工后误差容易被放大,严重时可能造成同轴度超差。
4.加工时的注意事项
(1)两顶尖装夹时需加润滑脂,并且转速不宜过高,以免烧坏顶尖。
(2)磨削时切削液要充分。
(3)因磨削时要转动砂轮架,之前要修整好砂轮。
(4)磨60°工作锥面时,由于工作锥面砂轮一侧母线与工作台导轨不平行,所以,磨工作锥面时不能机动走刀,只能手摇切入。移动工作台对刀时要注意安全,小心工件不要与砂轮撞伤以防发生事故。

