



实际工作中,有时会碰到长孔及深盲孔母线直线度的检测问题。其中对于孔径大于30mm 的通孔,目前可用专用的弯曲度检查仪,但这种检查仪只能测较大直径的通孔,且制造困难成本高。为此,自行设计和制造了一种经济实用的检具,现介绍如下:
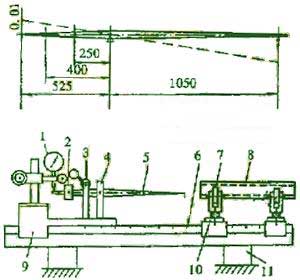
1.百分表 2.配重环 3.偏心限位轮 4.支点5.测杆 6.导轨7.可升降支承滚轮 8.被测件9.滑动表架 10.底座 11.升降螺母
图1 结构原理图
1 设计原理
检具的设计利用了杠杆比原理,限测量直径大于20mm,长度小于1m的长孔和深盲孔母线直线度。(如图1所示)杠杆长臂从支点到测头中心为1050mm,短臂从支点到百分表测头为525mm,杠杆比为2:1,即长臂的测头上下变动0.02mm 时,短臂上百分表的表针应偏转0.01mm(1格)。测量杠杆可绕支点在垂直面内作一定范围的旋转。偏心限位凸轮可限制测杆短臂翘的过高,测量时应松开手柄。配重环是为了使杠杆长、短臂重心基本平衡,减小测量力,保护测头,配重环可以沿测杆滑动,便于调整,然后用螺钉固紧在合适的位置上。导轨侧面应有刻度线以显示测头伸进孔内的位置。升降支承滚轮可以根据被测件外圆的大小更换,同时由梯形升降螺母调节被测件的高低位置。具体的工艺数据可根据需要自行设计。
2 应用方法
使用时先将被测件置于两个可升降的“V”型滚轮架上,注意支承在被测件的受力点上(0.211L)。粗略调整支承架上的升降螺母,使测头伸入孔内左端并接触内孔下臂,百分表调零。然后用手滑动表架至内孔右端使测头接触内孔下臂,同时微调升降螺母,使百分表指零,照此往返几次即可把内孔两端调平,百分表重新调好零位。至此可进行正式测量。测量时从左向右缓慢移动滑动表架,同时观察百分表上的读数,当测头走完全程后,百分表指针的最大变动量再乘以杠杆的放大比即为所求内孔母线直线度。若需要精确计算直线度误差,则可在移动滑动表架观察百分表读数的同时,记下导轨侧面的刻度,将不同位置上的读数记录下来,通过计算或用作图法来求得长孔、深盲孔母线直线度。
3 测量误差及准确度分析
应用此检具测量内孔母线直线度的误差及准确度主要从以下5个方面来分析:
导轨直线度误差 导轨全长2.5m,其直线度误差为0.01mm,滑动表架工作部位在导轨上滑动范围为1m,1m长度范围内导轨直线度误差为∆1
∆1=0.006mm=6µm
百分表的示值误差 根据不同量程和其精度等级,它们的示值误差也不相同。我们选用常用的0~3mm的一级百分表,其示值误差最大允差∆2为0.014mm。
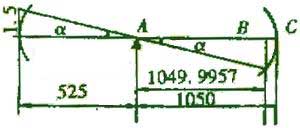
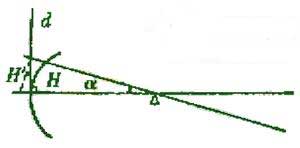
图2 图3
∆2=±0.007mm=±7µm
杠杆比原理误差 如图2所示,当测杆处于水平位置时,杠杆长、短臂之比为2:1,当测杆因测量工作需要垂直面内倾斜一个微小角度时,由于百分表在纵向位置没有变化,从而造成杠杆比发生变化(变成1.99999:1)。因此当百分表量程处于中间位置即百分表测杆上下移动±1.5mm时其测量误差为∆3
∆3=±0.0000123mm=±0.0123µm
百分表表杆相对于测量杆倾斜放置的原理误差 检具百分表表头与测量杆臂端部通过测杆轴心线的一个小平面接触。如图1所示,百分表杆是固定地安装在垂直于测杆(测杆处于水平位置)方向上的。因此,当测杆在垂直面内上下倾斜一微小角度α时,百分表表杆就不再垂直于测量杆,而随之倾斜了一个α角(见图3) 。其测量误差为∆3
cosα=525/(5252+1.52)½=0.999995923
α=0.164°
∆4=H'-H=H/cosα-H=1.5×(1/cosα-1)=1.5×0.00000408=0.0061µm
检具测量准确度 根据随机误差合成原理,此检具的测量准确度如下:∆=±(∆21+∆22+∆23+∆24)½=±(62+72+0.01232+0.00612)½=±9.2µm
4 应用范围
要求被测工件内孔长度不大于1m,被测内孔直径在20~100mm 之间,被测工件外径不大于Ø150mm,检具长臂测头在垂直面上、下位移可达20mm,工件内孔直线度允差≥0.03mm 的均可在此检具上进行测量。如采用千分表测量误差能更小。




