
刀杆上装刀的孔多为方孔,为了满足浮动镗刀安装的需要,对刀杆上方孔的尺寸、形状精度要求高外,还对孔的位置精度要求也同样高。对尺寸和形状精度可以用一般的量具来测量、对于位置精度的测量就不方便。为此,就设计制作了如图10-8所示的工具,解决了这一问题。
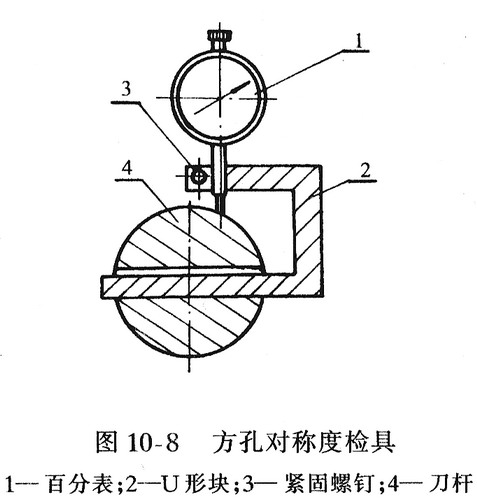
检查时,先在U形块的一端装一百分表,另一端插入方孔内,并前后移动,记下表上的示值,然后将刀杆翻转180。,再用同样的方法测量,两次测量的值之差,即是待加工量。此U形块,可以做成可调的,以适应不同大小的刀杆检验。



刀杆上装刀的孔多为方孔,为了满足浮动镗刀安装的需要,对刀杆上方孔的尺寸、形状精度要求高外,还对孔的位置精度要求也同样高。对尺寸和形状精度可以用一般的量具来测量、对于位置精度的测量就不方便。为此,就设计制作了如图10-8所示的工具,解决了这一问题。
检查时,先在U形块的一端装一百分表,另一端插入方孔内,并前后移动,记下表上的示值,然后将刀杆翻转180。,再用同样的方法测量,两次测量的值之差,即是待加工量。此U形块,可以做成可调的,以适应不同大小的刀杆检验。
aishukong共发布2946篇




