



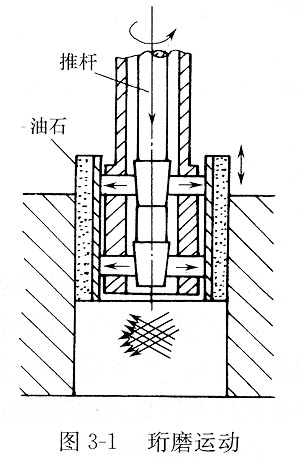
珩磨是利用安装在珩磨头圆周上若干条油石,由涨开机构将油向径向涨开使
其油石压向工件孔壁,产生一定的压力和接触面积,在珩磨头的旋转和往复运动中实现对孔的低速磨削,如图3-1所示。
为了减小机床主轴与工件孔的中心不同轴度和主轴旋转精度对工件加工精度的影响,珩磨头与机床主轴间采用浮动连接,以工件孔作导向。珩磨时,珩磨头圆周上的油石与孔壁的重叠接触点相互干涉,一方面油石将孔壁上的干涉点磨去,另一方面孔壁也相应地使油石上面的磨粒尖角或整个磨粒破碎或脱落,使油石面与工件孔壁在珩磨过程中相互修整。再由于珩磨头在珩磨过程中,既旋转又作往复运动,使工件孔的加工面形成交叉的螺旋线切削轨迹。由于每一次往复行程时间内珩磨头的转数为非整数,两次行程间珩磨头相对又错开一定位置,这样复杂的运动使珩磨油石的每一磨粒在孔壁上运动的轨迹不重复。在整个珩磨的过程中,孔壁及油石面上每一点相互干涉的机会差不多均等。这样在孔壁面和油石面上不断产生新的干涉点,又不断将这些干涉点磨去,使孔壁和油石的接触面积不断增加,相互干涉的作用和切削作用不断减弱,孔与油石面的圆度和圆柱度不断提高,孔壁的粗糙度降低,达到要求的尺寸精度后,完成孔的珩磨。






