



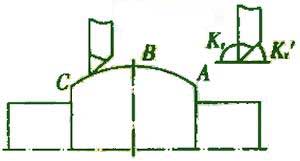
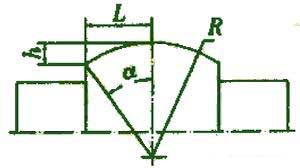
图1 加工示意图 图2 计算示意图
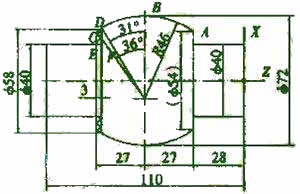
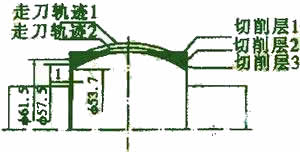
图3 零件分析图 图4 加工示意图
用普通外圆车刀加工圆弧时,最大的问题是产生干涉。经过实际加工,我们找到了一种行之有效的防干涉方法,现简介如下:
1 干涉产生的原因
在加工图1所示的圆弧ABC⌒时,圆弧AB⌒段不会产生干涉:但圆弧BC⌒段可能产生干涉,且C点产生干涉的可能性最大。如果能够证明C点不会产生干涉,则就可以直接用该外圆车刀加工圆弧ABC⌒。并可省去购置圆弧车刀的费用。
2 计算方法
如图2所示,先算出圆心角a。
sina=L/R
h=R-Rcosa=R(1-√
1-L2/R2x)
显然,当R一定时L增大,或L一定时R减小则h增大,切削时产生干涉的可能性增大。产生干涉可能性最大是C点弦切角等于圆心角a,若刀具的副偏角κ'r大于C点的弦切角,则不会产生干涉。
3 实例分析
加工如图3所示的零件,原设计圆弧为ABC⌒。选用刀具为外圆车刀:主偏角κr=90°,副偏角κ'r=35°。刀尖圆弧半径为0.4mm,先计算C点的圆心角a。
sina=27/46=0.5217
a=35.94°≥κ'r
显然,会产生干涉,后将圆弧BC⌒改为圆弧BD⌒,其它如图所示,则
sina=24/46=0.5217
a=31.45°<κ'r
显然,不会产生干涉。
针对图3的分析,画出图4的加工示意图。图4中显示了走刀轨迹和切削层等。使用机床为Vturn16,数控系统为FANUC 0T系统。
4 结论
因外圆车刀的切削能力强于圆弧车刀,所以在不干涉的条件下,尽量使用外圆车刀。
在稍有干涉时,若设计许可则应适当缩短L值。若刀尖强度许可则应适当增大刀具的副偏角。
在干涉较严重时,可采用调头分两次完成圆弧加工的方法。但此时应保证Z向的校刀精度。






