



在有些轴向对称零件车削加工时,前、后工序可使用同序。下面特举一非标准滚动轴承外环为例,说明前、后工序使用同一程序时的注意事项,如图8-17所示。
图8-17所示剖面的周边需要车削,当然是安排两道工序加工完成。前工序的装卡如图中所示,后工序要调头,夹在已车削好的外径上。两道工序用同样的3把刀。下面介绍在一台数控车床上先后作前、后工序加工。图中的A既是零件毛坯端面与轴心线的交点,又是定位块端平面与主轴回转中心线的交点。
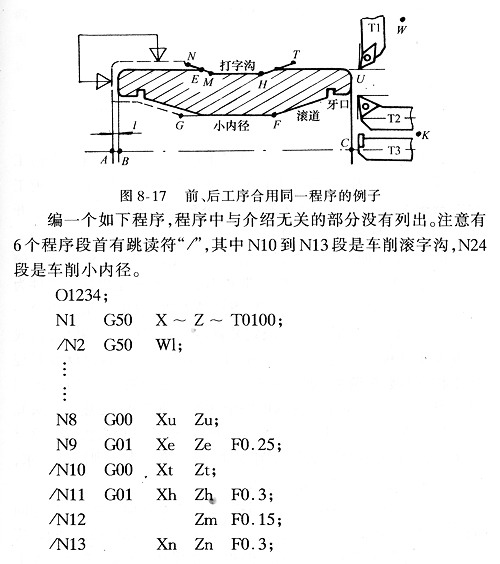
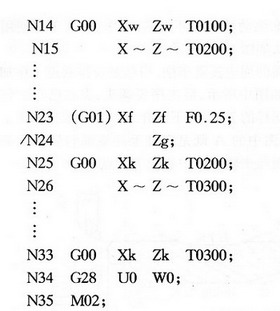
一程 由于使用同一台车床,工件外径上的滚字沟和小内径在前工序车或后工序车都可以。如果这两处决定在前工序车,那么车前工序时把操作面板上的跳读开关扳到“OFF”侧,车后工序时把此开关扳到“ON”侧。反之也一样。
前、后工序使用同一个程序的优点不光是可以少输入和存储一个程序,更重要的是加工时可带来不少方便。还是以这个零件为例。程序输入后要调试(试加工),当然是先调试0P-I。试车出第一件,取下测量。与图纸对比后决定并修改每把刀的刀具补偿值。我们发现牙口和滚道的尺寸不一致,有时会差0.08,这时就要对程序作相应的数据调整:或者调滚道的尺寸,或者调牙口的尺寸。如果调得好,第2件试车工件就能完全达到图纸要求(当然是一头)。当一批工件一头车完后,调头车后工序,这时除了扳面板上的跳读开关外,刀补和程序不必作任何变动。只要第一头达到图纸要求,这另一头一定也会达到图纸要求。
使用这种方法要注意一个问题:Z向原点在前、后工序是不同的。前工序的原点在A点,后工序的原点在B点。这两点间的距离Z就是端面车削留量。这个问题的程序处理是这样的:在N1段下面加一个N2预置寄存程序段“G50 Wl”,并在这段之首加一个“/’符。如果忽略这一点,后工序车出的工件会比图纸要求长出ι来,而且端面基本没有车着。也可用调整每把刀的Z向刀补值来代替程序处理,但比较起来还是程序处理法方便,也不易出错。






