



椭圆形的工件很多,如椭圆柱、椭圆孔等。它们是怎样形成的呢?分析圆与椭圆之间的关系。一个圆柱孔的工件,当用刀在垂直于圆柱中心线切断后,得到的截面是个圆孔,如果切断的方向和孔的中心线倾斜成某一角度,这时所得到的截面却是一个椭圆孔。其内孔大直径叫做长轴,用D1表示,小直径叫做短轴,用D2表示,如图4-7所示。切断方向与孔的中心线夹角越小,椭圆的长轴和短轴长度之差就越大。在立式铣床上就是根据这个原理来加工椭圆孔的。
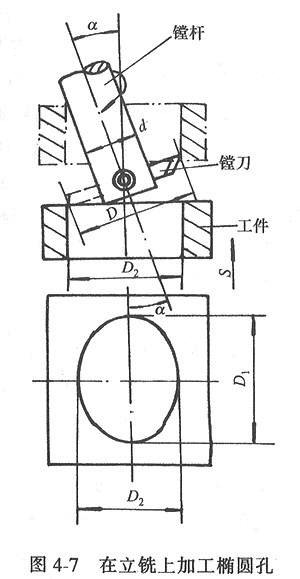
在铣床上镗椭圆孔时,镗刀杆安装在立铣头主轴锥孔内,根据椭圆孔长轴D1大小调整铣刀,使铣刀刀尖旋转半径R等于椭圆长轴半径D/2。然后必须将镗刀杆转过一个角度,使其刀杆的中心线与工件的中心线倾斜α角,如图4-7所示,α角可用下式计算:
式中
D1——椭圆孔长轴长度(mm);
D2——椭圆孔短轴长度(mm)。
例:在立式铣床镗椭圆孔,其长轴直径D1=100mm,短轴直径D2=96mm,其加工要点如下:
(1)工件安装时,椭圆孔的轴线应垂直于工作台面,而椭圆孔的短轴方向必须和纵向工作台进给方向平行。
(2)主轴轴线应和椭圆孔轴线校正在同一平面内。这可用对中心的方法,调整横向工作台的位置来达到。
(3)工件的轴向进给,可利用升降工作台进行,但要注意的是椭圆孔不宜过长,否则倾斜的刀杆会与孔壁相碰。
(4)根据公式,α=16°16′。






