
| 问题类型 | 图示 | 改进办法 | |
| 振动 | 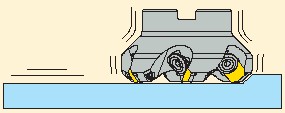 |
| |
| 表面粗糙度差 | 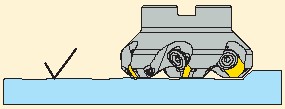 |
| |
| 刀具寿命问题 | 后刀面快速磨损 | 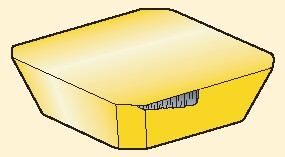 |
|
| 梳状裂纹 | 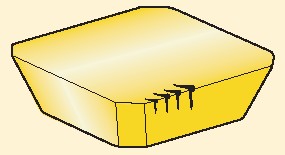 |
| |
| 快速沟槽磨损 |  |
| |
| 积屑瘤 |  |
| |
| 刃口微崩 |  |
| |



| 问题类型 | 图示 | 改进办法 | |
| 振动 | |
| |
| 表面粗糙度差 | |
| |
| 刀具寿命问题 | 后刀面快速磨损 | |
|
| 梳状裂纹 | |
| |
| 快速沟槽磨损 | |
| |
| 积屑瘤 | |
| |
| 刃口微崩 | |
| |
aishukong共发布2946篇

2024-01-038998
2024-01-031116
2024-01-031132
2024-01-031037
 CNC数控 | 加工中心的刀具补偿详解
CNC数控 | 加工中心的刀具补偿详解
2024-01-032458
2024-01-031170
2024-01-031295
2023-06-201121
2015-09-022251
2015-09-022334




