


PLC逻辑控制程序是数控机床电气设计中至关重要的一环。选用西门子802D数控系统,基本上可以利用PLC子程序库,可以较迅速地完成一个PLC应用程序。SINUMERIK 80...
小黑
3年前205

加工中心常用刀具长度补偿:首先将刀具装入刀柄,再用对刀仪测出每个刀具前端到刀柄基准面的距离,然后将此值按刀具号码输入到控制装置的刀补内存表中,进行...
阿凡达
3年前459

电火花数控线切割加工的过程中主要包含下列三部分内容(如图a所示):1)电极丝与工件之间的脉冲放电。2)电极丝沿其轴向(垂直或Z方向)作走丝运动。3)工件相对...
阿凡达
3年前991

1、电极丝的选择电极丝应具有良好的导电性和抗电蚀性,抗拉强度高、材质均匀。常用电极丝有钼丝、钨丝、黄铜丝和包芯丝等。钨丝抗拉强度高,直径在(0.03~0.1m...
阿凡达
3年前556

(1)脉冲参数的选择线切割加工一般都采用晶体管高频脉冲电源,用单个脉冲能量小、脉宽窄、频率高的脉冲参数进行正极性加工。加工时,可改变的脉冲参数主要有电...
阿凡达
3年前613

数控线切割机床根据工作状态不同分为快速处和慢走的两种。快走丝机床位用铝丝作为加工刀具,铝丝在使用中往复快速运动。工作中铝丝的运动速度可以达到10m / s...
阿凡达
2023-05-24 14:411317

① 加工用一般切削方法难以加工或无法加工的形状复杂的工件;② 切割用的刀具简单,大大降低生产准备工时;③ 利用计算机辅助自动编程软件,可方便地加工复杂...
阿凡达
3年前707

1)速度参数的选择① 进给速度工作台进给速度太快,容易产生短路和断丝;工作台进给速度太慢,加工表面的腰鼓量就会加大,但表面粗糙度较小。正式加工时,一...
阿凡达
3年前686

编制如图7.7所示端盖的加工程序图7.7端盖1、工艺分析此零件加工中需要保证的精度是孔之间的位置精度,以及孔的精度。由于外形轮廓已预先加工,装夹以两侧与底...
阿凡达
3年前656
解:选用T1=ф20铣刀、T2=中心钻、T3=ф6中心钻。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X0 Y0 Z0;G43 H01 Z20 M13 S1000;Z-42.;G01 ...
阿凡达
3年前562

解:选用T1=中心钻、T2=ф8中心钻、T3=ф8.8中心钻、T4=M10丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G55 X-125.Y-50.;G43 H01 Z10 M0...
阿凡达
3年前585

解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。O001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X175.Y-80.;G43 H01 Z10 M...
阿凡达
3年前567

加工毛坯240X240X30到如图所示尺寸200X200X20并加工孔。解:选用T1=ф20铣刀、T2=中心钻、T3=ф6.8铣刀、T4=M8*1.25丝锥。G17 G40 G80N002 G00 G91 ...
阿凡达
3年前532
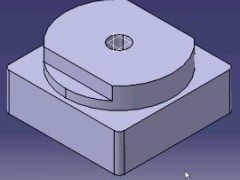
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X0Y0S500M03G43H01Z100.0M08X60.0Y0Z2.0G01Z-10.0F50D01M98P100F80(D01=19.0)D02M98P100F80(D02=8.2)G0Z100.0...
阿凡达
2023-05-24 12:16710
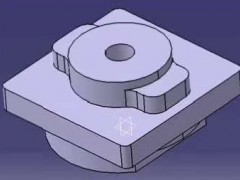
手工编程主程序%G91G28Z0T1M06G90G54G0X0Y0S500M03G43H1Z100.0Z5.0G01Z-11.8F50D01M98P100F80(D01=8.2)G0Z100.0M05G91G28Z0T2M06G90G54G0X0Y0S1000M0...
阿凡达
2023-05-24 11:55605
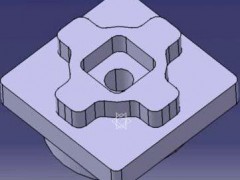
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X28.0Y35.0S500M03G43H01Z100.Z5.0G01Z-12.0F50G01Y24.0F80X35.0Y-24.0X28.0Y-40.0X-28.0Y-24.0X-35.0Y24.0X-...
阿凡达
2023-05-24 11:49682
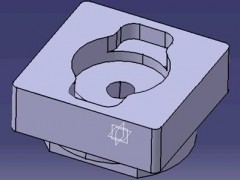
手工编程主程序%O0001G91G28Z0T1M06G90G54G0X0Y0S500M03G43H01Z100.0M08X-65.Y0Z5.0G01Z-12.8F50D01M98P100F80(D01=15)D02M98P100F80(D02=8.2)G0Z-7.8F50...
阿凡达
2023-05-24 11:48702
手工编程(适用于FANUC)主程序%o1G91G28Z0.T1M6G90G54G0X0Y0S500M3G43H1Z100.X-65.Y0Z5.0G01Z-8.F50M98P100D1(D=8.2)G01Z-16.F50M98P100D1(D=8.2)G01Z-2...
阿凡达
2023-05-24 11:40795

加工如图7.4所示的平面凸轮轮廓,毛坯材料为中碳钢,尺寸如图7.5所示。零件图中23mm深的半圆槽和外轮廓不加工,只讨论凸轮内滚子槽轮廓的加工程序。图7.4 凸...
aishukong
3年前1320

方法一、O0001G17 G40 G80N001 G00 G91 G30 X0 Y0 Z0 T1;M06;G00 G90 G54 X-150. Y-100.;G43 H01 Z10.M03 S1200;G81 Z-25.R5.F200;G91 X50. L6;Y50.;G91 X-50...
阿凡达
3年前485
