



四、高速切削加工在模具制造中的典型应用实例
模具的高速加工技术逐渐成为我国模具工业技术改造最主要的内容之一。高速加工的效率不仅决定于主轴速度与刀具直径,还与所切削的材料、刀具寿命及加工工艺等综合因素有关。注塑模具、压铸模具、冲压模具及锻模等合金模具钢材料的硬度一般超过HRC50。这类模具高速加工的限制因素主要是刀具寿命,而非铝合金加工中的主轴速度。对于小型模具的细节结构的加工,主轴速度可达40000r/min以上。而大型汽车覆盖件模具的加工,一般主轴速度12000r/min以上的加工即可称为高速加工。
注射模、铸模、锻模和覆盖件冲压模等的模具机械加工时间主要耗费在生产凸模和凹模等部件上。在美国,最常用的模具材料为3Cr2Mo模具钢(HRC30),锻模和铸模常用材料为4Cr5MoV1Si钢,有HRC45~60的锻模和HRC46~50的铸模等。表4列出了最常用的模具材料,40Cr、45#钢淬火调质是注射模常用的材料,50%的模具制造商加工注射模采用高速切削来完成。3Cr2Mo模具钢是加工注射模最常用的钢,因含碳量低,通常预先热处理到HRC30时加工,然后在淬火到HRC50~55。在压铸模的应用中,热锻模具钢4Cr5MoV1Si在HRC46状态时仍可进行精加工。

表4 美国常用模具材料与公差要求
图6所示的是在UGNX环境下编制的某基于SMC成型的大型覆盖件热压模凹模的数控高速铣削加工刀具轨迹示意图。其粗加工采用基于残留毛坯的等高分层铣削,半精加工采用3D平行铣削。该热压模材料为55#铸钢,在粗加工时采用了Ф40的镶齿螺旋铣刀,切削参数为主轴800r/min、切削深度为Z轴每层2mm、切削宽度90%刀具直径宽度、进给率为2000mm/min。
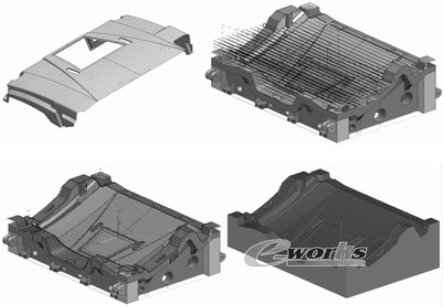
图6 覆盖件热压模高速铣削示意图
图7则是在MasterCAM平台下,对某采用40Cr的注射模进行高速切削加工的刀具轨迹与仿真加工示意图。这里采用的是传统的数控机床,由于其主轴转速的限制,其高速切削用量:粗加工采用Ф20的刀具、转速2000r/min、进给率2000mm/min、切削深度2mm;精加工采用Ф12mm的刀具、切削深度0.2mm/min、主轴转速3500r/min、进给率3000mm/min。
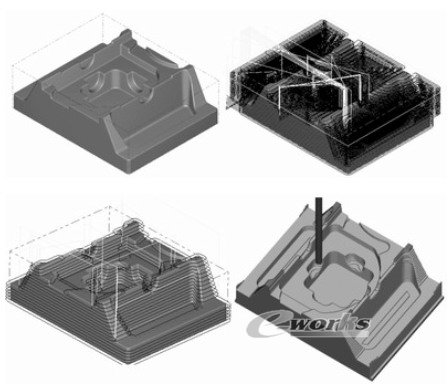
图7 注射模高速铣削刀具轨迹示意图
五、结束语
高速加工技术是世界范围内倍受关注的前沿技术,它将极大地促进加工的效率提高和产品品质的改善。正如前文所述,高速加工是一个系统工程,他要求从软件、硬件及设备方面的全方位的改革,但由于其具有传统加工无可比拟的优势,仍将是今后加工技术必然的发展方向。






