



3.高速切削数控编程
高速铣削加工对数控编程系统的要求越来越高,价格昂贵的高速加工设备对软件提出了更高的安全性和有效性要求。高速切削有着比传统切削特殊的工艺要求,除了要有高速切削机床和高速切削刀具外,具有合适的CAM编程软件也是至关重要的。数控加工的数控指令包含了所有的工艺过程,一个优秀的高速加工CAM编程系统应具有很高的计算速度、较强的插补功能、全程自动过切检查及处理能力、自动刀柄与夹具干涉检查、进给率优化处理功能、待加工轨迹监控功能、刀具轨迹编辑优化功能和加工残余分析功能等。高速切削编程首先要注意加工方法的安全性和有效性;其次,要尽一切可能保证刀具轨迹光滑平稳,这会直接影响加工质量和机床主轴等零件的寿命;最后,要尽量使刀具载荷均匀,这会直接影响刀具的寿命。
(1)CAM系统应具有很高的计算编程速度
高速加工中采用非常小的切给量与切深,故高速加工的NC程序比对传统数控加工程序要大得多,因而要求计算速度要快,要方便节约刀具轨迹编辑,优化编程的时间。
(2)全程自动防过切处理能力及自动刀柄干涉检查能力
高速加工以传统加工近10倍的切削速度进行加工,一旦发生过切对机床、产品和刀具将产生灾难性的后果,所以要求其CAM系统必须具有全程自动防过切处理的能力。高速加工的重要特征之一就是能够使用较小直径的刀具,加工模具的细节结构。系统能够自动提示最短夹持刀具长度,并自动进行刀具干涉检查。
(3)丰富的高速切削刀具轨迹策略
高速加工对加工工艺走刀方式比传统方式机能有着特殊要求,因而要求CAM系统能够满足这些特定的工艺要求。为了能够确保最大的切削效率,又保证在高速切削时加工的安全性,CAM系统应能根据加工瞬时余量的大小,自动对进给率进行优化处理,以确保高速加工刀具受力状态的平稳性,提高刀具的使用寿命。CAM软件在生成刀具轨迹方面应具备以下功能:
☆应避免刀具轨迹中走刀方向的突然变化,以免因局部过切而造成刀具或设备的损坏;
☆应保持刀具轨迹的平稳,避免突然加速或减速;
☆下刀或行间过度部分最好采用斜式下刀或圆弧下刀,避免垂直下刀直接接近工件材料;行切的端点采用圆弧连接,避免直线连接;
☆残余量加工或清根加工是提高加工效率的重要手段,一般应采用多次加工或采用系列刀具从大到小分次加工,避免用小刀一次加工完成,还应避免全力宽切削;
☆刀具轨迹编辑优化功能非常重要,避免多余空刀,可通过对刀具轨迹的镜像、复制、旋转等操作,避免重复计算;
☆刀具轨迹裁剪修复功能也很重要,可通过精确裁剪减少空刀,提高效率,也可用于零件局部变化时的编程,此时只需修改变化的部分,无须对整个模型重编;
☆可提供优秀的可视化仿真加工模拟与过切检查,如Vericut软件就可很好地检测干涉。
三、在高速铣削编程中的常用策略和CAM软件
高速加工包括以去除余量为目的的粗加工、残留粗加工,以及以获取高质量的加工表面及细微结构为目的的半精加工、精加工和镜面加工等。高速加工中的粗加工所应采取的工艺方案是高切削速度、高进给率和小切削量的组合。等高加工方式是众多CAM软件普遍采用的一种加工方式。应用较多的是螺旋等高和等Z轴等高两种方式,也就是在加工区域仅一次进刀,在不抬刀的情况下生成连续光滑的刀具路径,进、退刀方式采用圆弧切入、切出。螺旋等高方式的特点是,没有等高层之间的刀路移动,避免频繁抬刀、进刀对零件表面质量的影响及机械设备不必要的耗损。对陡峭和平坦区域分别处理,计算适合等高及适合使用类似3D偏置的区域,并且同时可以使用螺旋方式,在很少抬刀的情况下生成优化的刀具路径,获得更好的表面质量。在高速加工中运用,一定要采取圆弧切入、切出连接方式,以及拐角处圆弧过渡。禁止使用直接下刀的连接方式来生成高速加工的程序。
高速精加工策略包括三维偏置、等高精加工和最佳等高精加工、螺旋等高精加工等策略。这些策略可保证切削过程光顺、稳定,确保能快速切除工件上的材料,得到高精度、光滑的切削表面。精加工的基本要求是要获得很高的精度、光滑的零件表面质量,轻松实现精细区域的加工,如小的圆角、沟槽等。
对许多形状来说,精加工最有效的策略是使用三维螺旋策略。使用这种策略可避免使用平行策略和偏置精加工策略中会出现的频繁的方向改变,从而提高加工速度,减少刀具磨损。这个策略可以在很少抬刀的情况下生成连续光滑的刀具路径。这种加工技术综合了螺旋加工和等高加工策略的优点,刀具负荷更稳定,提刀次数更少,可缩短加工时间,减小刀具损坏机率。它还可改善加工表面质量,最大限地减小精加工后手工打磨的需要。在许多场合需要将陡峭区域的等高精加工和平坦区域三维等距精加工方法结合起来使用。
采用高速加工设备之后,对编程人员的需求量将会增加,因高速加工工艺要求严格,过切保护更加重要,故需花多的时间对NC指令进行仿真检验。一般情况下,高速加工编程时间比一般加工编程时间要长得多。为了保证高速加工设备足够的使用率,需配置更多的CAM人员。现有的CAM软件,如DELCAM的PowerMILL、美国MasterCAM、 UGS的UnigraphicsNX、Dassualt的CATIA、以色列的Cimatron E等都提供了相关功能的高速铣削刀具轨迹策略。图2~图5分别为UnigraphicsNX、CATIA、MasterCAM平台下的薄壁零件和模具的高速铣削加工刀具轨迹示意图。

图2 UG NX/CAM高速铣削轨迹示意图
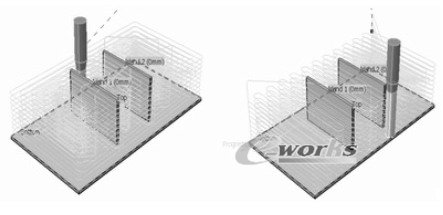
图3 CATIA高速铣削轨迹示意图

图4 MasterCAM高速铣削轨迹示意图

图5 MasterCAM高速铣削仿真加工示意图






