



数控车床概述 机床坐标轴 机床原点、参考点、机床坐标系 工作原点和工件坐标系 绝对编程与增量编程 直径编程和半径编程
机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志。
普通机床经经历了近两百年的历史。随着电子技术、计算机技术及自动化,精密机械与测量等技术的发展与综合应用,生产了机电一体化的新型机床一一数控机床。数控机床一经使用就显示出了它独特的优越性和强大生命力,使原来不能解决的许多问题,找到了科学解决的途径。
数控机床是一种通过数字信息,控制机床按给定的运动轨迹,进行自动加工的机电一体化的加工装备,经过半个世纪的发展,数控机床已是现代制造业的重要标志之一,在我国制造业中,数控机床的应用也越来越广泛,是一个企业综合实力的体现。
数控车床是数字程序控制车床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床。要学好数控车床理论和操作,就必须勤学苦练,从平面几何,三角函数,机械制图,普通车床的工艺和操作等方面打好基础。
因此,必须首先具有普通车工工艺学知识然后才能从掌握人工控制转移到数字控制方面来,另一方面,若没有学好有关数学、电工学、公差与化合及机械制造等深内容,要学好数控原理和程序编制等,也会感到十分困难。熟悉零件工艺要求,正确处理工艺问题。由于数控机床加工的特殊性,要求数控机床加工工人既是操作者,又是程序员,同时具备初级技术人员的某些素质,因此,二操作者必须熟悉被加工零件的各项工艺(技术)要求,如加工路线,刀具及其几何参数,切削用量,尺寸及形状位置公差。”存熟悉了各项工艺要求,并对出现的问题正确进行处理后,才能减少工作盲目性,保证整个加工工作圆满完成。
为了适应我国社会主义市场经济发展的形势,贯彻党中央提出的科教兴国,全面提高劳动者素质的战略方针,为满足培养大量不同层次数控机床技能型人才的需要,本中心培训课程主要面向职业技术教育,职业技能培训,其特色在于集理论与实践于一体,将数控机床编程和操作有机相结合起来,由浅人深。
本培训课程主要内容包括:数控人门知识、数控装置、伺服系统、数控系统、程序编制基础知识、程序编制中的工艺处理、手工编程中的数学处理、加工程序编制、自动编程简介和典型零件的加工程序编制实例等,指导培训学员能够正确掌握数控技术的基本要求、内容、方法、步骤。在基础课程中为了节省篇幅.有的标准仅摘录其中常用部份。
§1 . 1 数控车床概述
数控车床品种繁多,结构各异,但是仍有很多相同之处,本节主要介绍 CJK6O32 数控车床。该车床为两坐标连续控制的数控车床,系统是HCNC一1T系统,其人机界面、操作面板、操作步骡及编程方法与当前主流系统基本一致。
该车床可进行平面任意曲线的加工,可车削圆柱、圆锥螺纹,具有刀尖半径补偿、螺距误差补偿,固定循环,图形模拟显示等功能。适合于加工:形状复杂的盘类或轴类零件。
§1.1.1 机床坐标轴
数控车床是以其主轴轴线方向为Z 轴方向,刀具远离工件的方向为 Z 轴正方向。 X 坐标的方向是在工件的径向上,且平行于横向拖板,刀具离开工件旋转中心的方向为 X 轴正方向。故此 CJK6O32 车床的各轴方向如 1 月 1 一,所示:
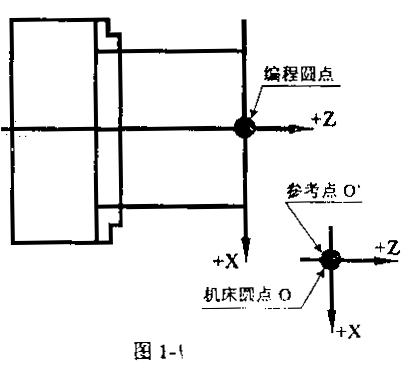
§1.1.2 机床原点、参考点、机床坐标系
参考点为机床上一固定点,如图 1-1 所示,(点O 即为参考点)。其固定位置,由 X 向与 Z向的机械挡块及电机零点位置来确定,机械挡块一般设定在 Z 轴正向最大位置。当进行回参考点的操作时,装在纵向和横向拖板上的行程开关,碰到挡块后,向数控系统发出信号,由系统控制拖板停止运动,完成回参考点的操作。
机床原点也是机床上的一个固定点。车床的机床原点一般定义在主轴旋转中心线与车头端面的交点或参考点上, CJK6O32 车床其机床原点与参考点重合。见图 1 一 1 所示。
如果以机床原点为坐标原点,建立一个 Z 轴与 X 轴的直角坐标系,则此坐标系就称为机床坐标系。当机床完成回参考点的操作时,即建立机床坐标系。
§1.1.3 工件原点和 212 件坐标系
工作原点(即程序原点),其是人为设定的点。没定的依据是:既要符合图样尺寸的标注习惯义要便于编程。因此当编程时,一般先找出图样上的设计基准点,并通常以该点作为工作原点数控车床工件原点一般选择在轴线与工件右端而、左端面或卡爪的前端面的交点上。如图 1 一!,其以工作右端面与轴线的交点作为工作原点。
如果以工件原点为坐标原汽,建立一个 z 轴与 x 轴的直角坐标系,则此坐标系就称为件坐标系。数控车床上工件坐标系的 2 抽一般与土轴轴线重合。
§1.1.4 绝对编程与增量编程
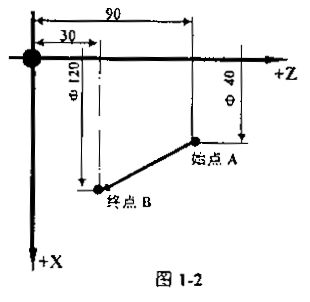
确定轴移动的指令方法有绝对指令和增量指令两种。绝对指令是对各轴移动到终点的坐标值进行编程的方法,称为绝对编程法。增量指令是用各轴的移动量直接编程的方法,称为增量编程法。例如,当从 A 直线移动到 B ,如图 1 一 2 ,两种方法编程如下:
绝对指令编程: G90G01 X60230;
增量指令编程: G91G01 X40Z 一 60 ;
注: G9O 、 G91 为模态功能,可相互注销, G90 为缺省值。
§1..1..5 直径编程和半径编程
数控车床加:工的是回转体类零件,其横截面为圆形,所以尺寸有直径指定和半径指定两种方法。当用直径值编程时,称为直径编程法:用半径值编程时,称为半径编程法。如图 1 一 2 ,用半径、直径编程法编辑其程序如下:
半径编程:G90G01 X60230 (绝对指令编程)
G91 G01 X40Z 一 60 (增量指令编程)
直径编程: G90G01X120230 (绝对指令编程)
G91G01X802 一 60 (增量指令编程)
数控车床出厂时一般设定为直径编程。如需用半径编程,要改变系统中相关参数,使系统处于半径编程状态;本章以后,若非特殊说明,各例均为直径编程。
注:当用半径或直径编程法时,系统参数中(机床参数)“直径编程/半径编程”,要设为“ 1 或“0”了。






