| 刀具破损形式 | 形成原因 | 应对措施 | ||
| 名称 | 对应英文名称 | 图像 | ||
| 后刀面磨损 | Flank wear | 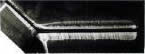 |
|
|
| 月牙洼磨损 | Crater wear |  |
|
|
| 积屑瘤 | Welding |  |
|
|
| 条纹状磨损 | Notching |  |
|
|
| 梳状裂纹 | Thermal cracking |  |
|
|
| 崩刃 | Flaking |  |
|
|



| 刀具破损形式 | 形成原因 | 应对措施 | ||
| 名称 | 对应英文名称 | 图像 | ||
| 后刀面磨损 | Flank wear | |
|
|
| 月牙洼磨损 | Crater wear | |
|
|
| 积屑瘤 | Welding | |
|
|
| 条纹状磨损 | Notching | |
|
|
| 梳状裂纹 | Thermal cracking | |
|
|
| 崩刃 | Flaking | |
|
|
aishukong共发布2946篇

2024-01-031599
2024-01-031609
2024-01-031598
2024-01-031554
2024-01-031437
2024-01-031438
2024-01-031460
2024-01-031453
2024-01-031401
2024-01-031394