1. 机床参数、工件毛坯参数和刀具参数的设定
Main Menu→Toolpaths→Job setup进行工作设置。
(1)选择general
1)通过Tool Offsets设置刀具偏移。
2)通过Feed Calculation设置工件材料。
3)通过Toopath Configuration设置刀具路径参数。
4)通过Post Processor设置后置处理程序。
(2)选择Boundaries

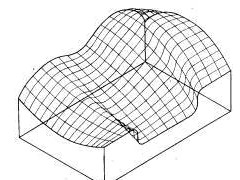
图a 加工毛坯
1)通过Stock项目设置工件毛坯大小。选择Parameters项设置毛坯的外径为90mm,长度为160mm,z坐标原点在工件右面,距离毛坯的右端面距离为5mm,生成如图a所示的虚线毛坯。
2)通过Tailstock项目设置尾座顶尖的参数。
3)通过Chuck项目设置卡盘的参数。
4)通过Steady rest项目设置辅助支撑的参数。
5)选择Ok,设置完成。
2. 车端面刀具路径
(1)Main Menu→Toolpaths→Face系统弹出如图b所示的对话框。

图b 车端面Tool parameters参数对话框
在Tool parameters参数对话框中选择刀具。并可以设置诸如刀具号、刀具偏移补偿号、刀塔号、进给速度、主轴转速、主轴转向、冷却液启停、程序名、起始程序段号、程序段号增量和换刀点等参数。
(2)点击对话框中的Face parameters标签,设置端面加工参数。见图c所示。Face parameters选项中各参数的含义如下:
1)Entry项输入框用于输入刀具开始进刀时距工件表面的距离
2)Rough stepover项输入框用于控制按该输入框设置的进刀量生成端面粗车刀具路径。
3)Finish stepover项输入框用于控制按该输入框设置的进刀量生成端面精车刀具路径。
4)Number of finish 项设置端面车削精车加工的次数。
5)Overcut amount项输入框用于控制在生成刀具路径时,实际车削区域超出由矩形定义的加工区域的距离。
6)Retract amount该输入框用于输入退刀量,当选中Rapid retract复选框时快速退刀。

图c 车端面face parameters参数对话框

图d 端面刀具路径
7)Stock to leave该输入框用于输入加工后的预留量。
8)Cut away from center当选中该复选框时,从工件中心开始向外加工,否则从外向内加工。
(3)使用Select Point选项或use stock finish Z项,确定端面加工区域。
(4)选择Ok,退出Face参数设置。生成如图d所示的刀具路径。
3. 轮廓粗车刀具路径
(1)Main Menu→Toolpaths→Rough→Chain。由于该工件需要调头分两道工序加工,本道加工工序只加工该工件的右半部分,Master CAM具有自动串接功能,这是只需选择点击最右面的圆柱表面和中间的圆弧表面、然后选择Done。所选取所加工的外圆柱表面见如图e所示。
(2)系统弹出Tool parameters参数对话框和Rough parameters参数对话框
Tool parameters参数对话框,见如图f所示。在Tool parameters参数对话框中选择刀具,并设置其他参数。
本文来源于数控工作室
(3)选择对话框中的Rough parameters标签,并设置参数。见图g所示,Rough parameters选项中各参数的含义如下:
1)Overlap amount
当选中该复选框时,相邻粗车削之间设置有重叠量。重叠距离由该复选框下面的输人框设置。若为设置进刀重叠,则将在工件外形留下有凹凸不平的扇形,Master CAM通过设置重叠量,使得粗车加工留下的材料都有一样的厚度。当设置了重叠量时,每次车削的退刀量等于设置的切削探度与重叠量之和。
2)Rough
Rough输入框用来设置每次车削加工的切削深度。切削深度的距离是以垂直于切削方向来计算的。当选中Equsl steps复选框时,将最大切削深度设置为刀具允许的最大值。
3)Stock to leave X
Stock to leave X输入框用于输入在X轴方向上的预留量。

图e轮廓粗车加工加工路径串接

图f 轮廓粗车加工Tool parameters参数对话框

图g 轮廓粗车加工Rough parameters参数对话框
4)Stock to leave Z
Stock to leave Z输入框用于输入在Z轴方向上的预留量。 来源于数控工作室
5)Entry
Entry输入框用于控制进刀时刀具距工件端面的距离。
6)Cutting Method
Cutting Method框用于设置粗切加工的模式。Master CAM中提供两种选样:One-way(单向切削)和Zig-zag(双向切削)。在单向切削中,刀具在工件的一个方向切削后立即退刀,并以快速移离开工件表面,接着进刀进行下一次切削加工。而双向切削,刀具在进刀和退刀时均进行切削加工,只有刀具为双刃刀具才能进行双向切削。
7)Rough Direction/Angle
Rough Direction/Angle栏用于设置粗切方向和粗切角度。Master CAM提供了4种加工方向:
·OD(外径):对工件的外表面进行切削加工。
·ID(内径):对工件的内孔面进行切削加工。
·Face(前端面):在工件的前端面方向进行切削
·Back(后端面):在工件的后端面方向进行切削。
粗切角度可以被设置为介于0至360之间的任意数值,一般情况下,外径或内径车削都是采用0°粗车,端面车削则采用90°粗车。
8)Tool Compensation
刀具偏移方式设置
9)Lead In/Out
添加进刀/退刀刀具路径设置

图h Plunge cut parameters对话框
10)Plunge parameters
设置底切参数。弹击Plunge parameters按钮,系统弹出图h所示的Plunge cut parameters对话框。该对话框用来设置在粗车加工中是否允许底切,若允许底切,则需设置底切参数。
当选择Plunge Cutting栏中的Do not allow tool to plunge along cut单选按钮时,切削加工跳过所有的底切部分,这时需要另外生成刀具路径进行底切部分的切削加工。
当选择Plunge Cutting栏中的Allow tool to plunge along cut单选按钮时,系统可以进行底部分的加工,这时系统激活Tool Width Compensation栏。
当选择Tool Width Compensation栏中的Use plunge clearance angle单选按钮时,激活Plunge clearance输入框,系统按Plunge clearance输入框输入的角度在底切部分进刀。
当选择Tool Width Compensation栏中的Use tool width单选按钮时,激活Start of Cut栏。这时系统根据刀具的宽度及Start of Cut栏中的设置进行底切部分的加工。
当在Start of Cut栏选中Start cut on tool front comer单选按钮时,系统用刀具的前角点刀进行底切加工。
当在Start of Cut栏选中Start cut on tool back comer单选按钮时,系统用刀具的后角点刀进行底切加工。通常这时刀具应设置为前后均可加工,否则将会引起工件或刀具的损坏。
在本例中不使用底切。
(4)确定。生成如图i所示的刀具路径。

图i 轮廓粗车加工刀具路径

图j 轮廓精车加工加工路径串接
4. 轮廓精车刀具路径
精车是沿工件的外表面、内孔或端面做一次或多次的车削。一般精车加工的工件在进行精车加工前要进行粗车加工。要生成精车加工刀具路径,除了要设置刀具参数外,还要设置一组精车加工刀具路径特有的参数。精车加工参数在Finish parameters选项中进行设置。下面接着前面的例子来介绍生成精车加工刀具路径的方法。
(1)Main Menu→Toolpaths→Finish→Chain。选择与精加工的外圆柱表面,如图j所示。然后选择Done。
(2)系统弹出Tool parameters参数对话框和Finish parameters参数对话框。在Tool parameters参数对话框中选择刀具,并设置其他参数,如图k所示。

图k 轮廓精车加工Tool parameters参数对话框
(3)选择对话框中的Finish parameters标签,并设置参数。Finish parameters选项中各参数与Rough parameters选项中的参数基本相同,如图l所示。Finish parameters选项中增加的Number of finish输入框用来设置精车加工的次数。精车加工的次数为粗车加工余量除以Finish stopover输入框中输入的精车加工进刀量。

图l 轮廓精车加工Finish parameters参数对话框

图m 轮廓精车加工刀具路径
(4)确定。生成如图m所示的刀具路径。
5. 槽加工刀具路径
下面接着前面的例子加工该工件右端的退刀槽
(1)Main Menu→Toolpaths→Groove→3 line→Ok→选取构成欲加工槽的三个边→End here→Done。系统将弹出如图n所示的对话框。
(2)Tool parameters参数对话框中选择刀具,并设置其他参数。
(3)Groove shape parameters参数对话框中设置槽的形状。
(4)Groove rough parameters参数对话框中设置槽的粗加工参数。
(5)Groove finish parameters参数对话框中设置槽的精加工参数。
(6)Ok,生成如图o所示的刀具路径,在本例中之生成了最右边槽的刀具路径。
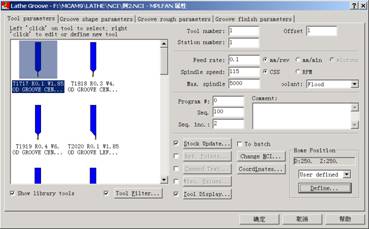
图n 切槽加工Tool parameters参数对话框

图o 切槽加工刀具路径