挖槽铣削用于产生一组刀具路径去切除一个封闭外形所包围的材料,或者一个铣平面,也可以粗切削一个槽。挖槽加工刀具路径由两组主要的参数来定义:挖槽参数和粗加工/精加工参数。下面接着上面的例子介绍挖槽加工刀具路径的生成。挖槽铣削刀具路径构建步骤:

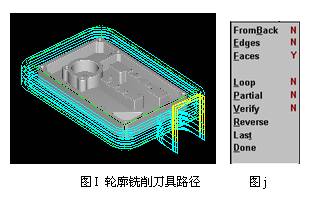
(1)Main menu→Toolpaths→Pocket→Solids,首先将如图j所示的Edges、Loop项设置为N,Faces项设置为Y。然后选择所加工零件的内部型腔底面轮廓,连续选择Done,系统弹出如图k所示挖槽对话框。
(2)设置Tool parameters项,由于该槽需要粗加工和精加工两道工序,首先生成粗加工刀具路径,故在此选择直径为15mm的端铣刀进行粗加工。
(3)设置Pocketing parameters项参数。各参数项的意义如下:
1)Machining direction栏
设置加工方向。铣削的方向可以有两种,顺铣和逆铣。顺铣指铣刀的旋转方向和工件与刀具的相对运动进给方向相同;逆铣指铣刀的旋转方向与刀具的进给方向相反。
2)Depth cuts 项
本项的参数大部分与轮廓铣削相同,只是增加了一项Use island depth一项,该项用于选择是否接受槽内的岛屿高度对挖槽的影响,如果接受岛屿高度的影响,挖槽时会依岛屿的高度将岛屿和海的高度差部分挖掉;若关闭该选项,刀具路径绕过岛屿。
3)Facing 项
Facing对话框各参数的意义:
①overlap percentage:可以设置端面加工的刀具路径,重叠毛坯外部边界或岛屿的刀具路径的量,该选项是清除端面加工刀具路径的边,并用一个刀具直径的百分率来表示。该区域能自动计算重叠的量。也就是说刀具可以超出挖槽地边界扩大挖槽的范围。
②overlap amount:可以设置端面加工刀具路径重叠毛坯外部边界或岛屿的量,该选项能清除端面加工刀具路径的边,并在XY轴作为一个距离计算,该区域等于重叠百分率乘以刀具直径。
③Approach distance:该距离参数是确定从工件至第一次端面加工的起点的距离,它是输入点的延伸值。
④Exit distance:退刀线的线长。
⑤Stock about islands:可以在岛屿上表面留下设定余量。
4)remachining 项
remachining项用于重新计算在粗加工刀具不能加工的毛坯面积,构建外形刀具路径去除留下的材料,留下的材料可根据以前的操作和刀具尺寸进行计算。
5)Open项
通过对Open项参数的设置可以忽略岛屿进行挖槽加工。
6)Advanced项
Advanced项对话框部分参数解释:
= 1 \* GB3 ①Tolerance for remachining and constant overlap
使用螺旋下刀的方式加工或者做残料清角。公差值是由刀具的百分比运算得到,一个小的公差值可构建一个精密的刀具路径。残料加工时,一个较小公差可产生较大的加工面积,输入下面两个公差值的任一个:
Percent for tool:设置公差是用刀具直径的指定百分率。
Tolerance:直接指定距离来设置公差。
= 2 \* GB3 ②Display stock for constant overlap spiral:选择该选项可以显示刀具切除的毛坯。
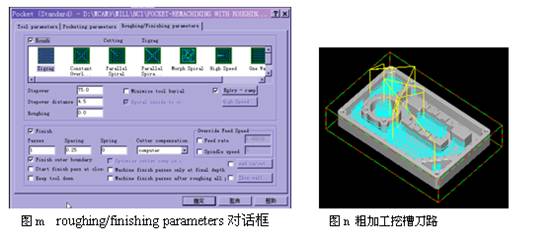
(4)选择roughing/finishing parameters对话框,得到如图m所示对话框。roughing/finishing parameters参数对话框部分参数解释:
1)rough:选择铣削图像中的一种方法,作挖槽铣削,每一种粗加工型式有图示说明。
= 1 \* GB3 ①Zigzag:双向切削,该方式产生一组来回的直线刀具路径来粗铣挖槽。刀具路径的方向是由粗切角度参数来决定,粗切角度也决定挖槽路径的起点。②Constant overlap Spiral:等距环切,构建一粗加工刀具路径,以等距切除毛坯,并根据新的毛坯余量重新计算,重复处理直至系统铣完内腔,该选项构建较小的线性移动,可干净清除所有的毛坯加工余量。
③Parallel Spiral:环绕切削,用螺线型式粗加工内腔,每次用横跨量修正外部边界,该选项加工不能干净清除毛坯。
④Parallel Spiral and clean conners:环绕切削并清角,用与环绕切削相同的方法粗加工内腔,但是在内腔角上增加小的清除加工,可切除更多的毛坯,该选项增加了可用性,但不能保证将毛坯完全清除干净。
⑤Morth Spira:依外形环切,在外部边界和岛屿间用逐步进行插补方法粗加工内腔。
⑥True Spira:螺旋切削,用所有正切圆弧进行粗加工铣削,其结果为刀具提供了一个平滑的运动,一个短的NC程式和一个较好的全部清除毛坯余量的加工。
⑦One way:单向铣削,类似于双向切削,只是切削的刀具路径只在一个方向上切削。
⑧High speed:高速铣削。
2)Stepover:该参数是设置在X轴和Y轴粗加工之间的切削间距,以刀具直径的百分率计,当设定好后可以自动调整下面的参数值“切削距离”。
3)Stepover distance:该参数是测量在X轴和Y轴粗加工之间的距离,该选项是在X轴和Y轴计算的一个距离,并等于切削间距百分率乘以刀具直径。
4)Roughing:该参数是设置双向和单向粗加工刀具路径铣刀移动的角度,是切削方向和工作坐标轴X轴的夹角。
5)Minimize tool burial:当环绕切削内腔岛屿时提供优化刀具路径,避免损坏刀具,要使用用较小刀具加工。该选项在双向铣削时有效,并能避免插入刀具绕岛屿的毛坯太深。
6)Spiral inside to ou:该选项应用于所有螺旋铣削挖槽的刀具路径,螺旋刀具路径从内空中心(内)至内腔壁(外部),默认的螺旋铣削方法,是刀具从内腔外壁移至中心。
7)Entry-helix:它是一个螺旋线或斜向进入内腔的刀具路径选项。使用螺旋线或使用斜向进刀,或两者都不是。如果不使用粗加工进刀选项,系统会自定义一个插入点。在本例中由于使用的是端铣刀,其底面中心没有切削刃,故此必须采用螺旋线或斜向进刀。
(5)填写好三个挖槽参数对话框后,确认执行,得到如图n所示的粗加工挖槽刀路。