



在数控加工中,刀具的选择直接关系到加工精度的高低、加工表面质量的优劣和加工效率的高低。选用合适的刀具并使用合理的切削参数,将可以使数控加工以最低的加工成本、最短的加工时间达到最佳的加工质量。
模具数控加工中使用的刀具种类很多,下面对常用刀具的性能及选用加以介绍。
1.刀具形状选择
加工中心上用的立铣刀主要有3种形式:球头刀(R=D/2)、端铣刀(R=0)和R刀(R<D/2)(俗称“牛鼻刀”或“圆鼻刀”),其中D为刀具的直径,R为刀尖圆角半径。某些刀具还带有一定的锥度A。刀具形状的示意图如图1-59所示。
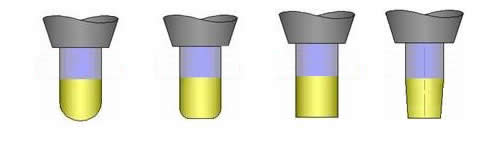
(a)球刀 (b)环形刀 (c)平底刀 (d)锥形平底刀
图1-59 刀具形状示意图
(1)平刀(平底刀、端铣刀) 粗加工和精加工时都可使用。平刀主要用于粗加工、平面精加工、外形精加工和清角加工。使用平刀加工要注意由于刀尖很容易磨损,可能影响加工精度。
(2)圆鼻刀(牛鼻刀、圆角刀) 主要用于模坯粗加工、平面精加工和侧面精加工,适合于加工硬度较高的材料。常用圆鼻刀圆角半径为0.2~6。在加工时应该优先选用圆鼻刀。
(3)球刀(球头刀、R刀) 主要用于曲面精加工,对平面开粗及光刀时粗糙度大、效率低。
以上为模具数控加工中常用的刀具,其他类型刀具使用较少。
2.刀具材料选择
常用刀具材料为高速钢、硬质合金。非金属材料刀具使用较少。
(1)高速钢刀具(白钢刀) 高速钢刀具易磨损,价格便宜,常用于加工硬度较低的工件。
(2)硬质合金刀具(钨钢刀、合金刀) 硬质合金刀具耐高温,硬度高,主要用于加工硬度较高的工件,如前模、后模。硬质合金刀具需较高转速加工,否则容易崩刀。硬质合金刀具加工效率和质量比高速钢刀具好。
3.刀具结构形式选择
常用硬质合金刀具有整体式和可转位式两种结构形式。
(1)整体式 铣刀的刀具整体由硬质合金材料制成,价格高,加工效果好,多用在光刀阶段。此类型刀具通常为小直径的平刀及球刀。
(2)可转位式 铣刀前端采用可更换的可转位刀片(舍弃式刀粒),刀片用螺丝固定。刀片材料为硬质合金,表面有涂层,刀杆采用其他材料。刀片改变安装角度后可多次使用,刀片损坏不重磨。可转位式铣刀使用寿命长,综合费用低。刀片形状有圆形、三角形、方形、菱形等,圆鼻刀多采用此类型,球刀也有此类型。
4.加工不同形状工件的刀具选择
选取刀具时,要使刀具的尺寸与被加工工件的表面尺寸相适应。刀具直径的选用主要取决于设备的规格和工件的加工尺寸,还需要考虑刀具所需功率应在机床功率范围之内。
生产中,平面零件周边轮廓的加工,常采用立铣刀;加工凸台、凹槽时,选择高速钢立铣刀;加工毛坯表面或粗加工孔时,可选择镶硬质合金刀片的玉米铣刀;对一些立体型面和变斜角轮廓外形的加工,常采用球头铣刀、环形铣刀、锥形铣刀和盘形铣刀。
平面铣削应选用不重磨硬质合金端铣刀或立铣刀,可转位面铣刀。一般采用二次走刀,第一次走刀最好用端铣刀粗铣,沿工件表面连续走刀。选好每次走刀的宽度和铣刀的直径,使接痕不影响精铣精度。因此,加工余量大又不均匀时,铣刀直径要选小些。精加工时,铣刀直径要选大些,最好能够包容加工面的整个宽度。表面要求高时,还可以选择使用具有修光效果的刀片。在实际工作中,平面的精加工,一般用可转位密齿面铣刀,可以达到理想的表面加工质量,甚至可以实现以铣代磨。密布的刀齿使进给速度大大提高,从而提高切削效率。精切平面时,可以设置6~8个刀齿,直径大的刀具甚至可以超过10个刀齿。
加工空间曲面和变斜角轮廓外形时,由于球头刀具的球面端部切削速度为零,而且在走刀时,每两行刀位之间,加工表面不可能重叠,总存在没有被加工去除的部分,每两行刀位之间的距离越大,没有被加工去除的部分就越多,其高度(通常称为“残余高度”)就越大,加工出来的表面与理论表面的误差就越大,表面质量也就越差。加工精度要求越高,走刀步长和切削行距越小,编程加工效率越低。因此,应在满足加工精度要求的前提下,尽量加大走刀步长和行距,以提高编程和加工效率。而在2轴和2.5轴加工中,为提高效率,应尽量采用端铣刀,由于相同的加工参数,利用球头刀加工会留下较大的残留高度。因此,在保证不发生干涉和工件不被过切的前提下,无论是曲面的粗加工还是精加工,都应优先选择平头刀或R刀(带圆角的立铣刀)。不过,由于平头立铣刀和球头刀的加工效果是明显不同的,当曲面形状复杂时,为了避免干涉,建议使用球头刀,调整好加工参数也可以达到较好的加工效果。
镶硬质合金刀片的端铣刀和立铣刀主要用于加工凸台、凹槽和箱口面。为了提高槽宽的加工精度,减少铣刀的种类,加工时采用直径比槽宽小的铣刀,先铣槽的中间部分,然后再利用刀具半径补偿(或称直径补偿)功能对槽的两边进行铣加工。
对于要求较高的细小部位的加工,可使用整体式硬质合金刀,它可以取得较高的加工精度,但是注意刀具悬升不能太大,否则刀具不但让刀量大,易磨损,而且会有折断的 危险。
铣削盘类零件的周边轮廓一般采用立铣刀。所用的立铣刀的刀具半径一定要小于零件内轮廓的最小曲率半径。一般取最小曲率半径的0.8~0.9倍即可。零件的加工高度(Z方向的吃刀深度)最好不要超过刀具的半径。若是铣毛坯面时,最好选用硬质合金波纹立铣刀,它在机床、刀具、工件系统允许的情况下,可以进行强力切削。
钻孔时,要先用中心钻或球头刀打中心孔,用以引正钻头。先用较小的钻头钻孔至所需深度Z,再用较大的钻头进行钻孔,最后用所需的钻头进行加工,以保证孔的精度。在进行较深的孔加工时,特别要注意钻头的冷却和排屑问题,一般利用深孔钻削循环指令G83进行编程,可以工进一段后,钻头快速退出工件进行排屑和冷却,再工进,再进行冷却和排屑直至孔深钻削完成。
加工中心机床刀具是一个较复杂的系统,如何根据实际情况进行正确选用,并在CAM软件中设定正确的参数,是数控编程人员必须掌握的。只有对加工中心刀具结构和选用有充分的了解和认识,并且不断积累经验,在实际工作中才能灵活运用,提高工作效率和生产效益并保证安全生产。

