下列加工内容建议不采用数控铣削加工:
①需要进行长时间占机人工调整(如以毛坯粗基准定位按划线找正)的粗加工内容;
②必须按专用工装协调的加工内容(如标准样件、协调平板、模胎等);
③毛坯上的加工余量不太充分或不太稳定的部位;
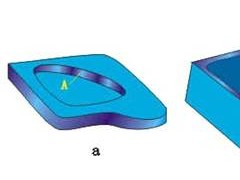
④如图4-13所示的一面加工,另一面不加工,其非加工面又不能作为定位面的部位(用数控铣削很难保证尺寸及精度要求);
⑤简单的粗加工面;
⑥必须用细长铣刀加工的部位(一般指狭窄深槽或高筋板小转接圆弧部位)。



下列加工内容建议不采用数控铣削加工:
①需要进行长时间占机人工调整(如以毛坯粗基准定位按划线找正)的粗加工内容;
②必须按专用工装协调的加工内容(如标准样件、协调平板、模胎等);
③毛坯上的加工余量不太充分或不太稳定的部位;
④如图4-13所示的一面加工,另一面不加工,其非加工面又不能作为定位面的部位(用数控铣削很难保证尺寸及精度要求);
⑤简单的粗加工面;
⑥必须用细长铣刀加工的部位(一般指狭窄深槽或高筋板小转接圆弧部位)。
阿凡达共发布829篇

 数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
数控加工 这八招解决加工中心刀具崩刃打刀难题,速速收藏!
2024-01-032148
2023-05-221523
2023-05-22715
2023-05-22414
2023-05-22433
2023-05-22503
2023-05-22431
2023-05-22420
2023-05-22372
2023-05-22396