



1.工序的划分
加工工序的划分按4.2.2的要求进行。对于数控车削加工来说以下两种原则使用较多:
1)按所用刀具划分工序 采用这种方式可提高车削加工的生产效率。
2)按粗、精加工划分工序 采用这种方式可保持数控车削加工的精度。如图1所示的零件,应先切除整个零件的大部分余量,再将表面精车一遍,以保证加工精度和表面粗糙度的要求。
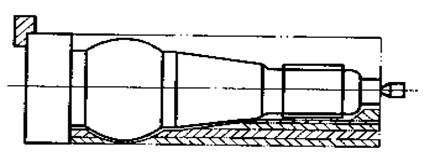
图1 车削加工的零件
2.确定零件装夹方法和夹具选择
数控车床上零件安装方法与普通车床一样,要尽量选用已有的通用夹具装夹,且应注意减少装夹次数,尽量做到在一次装夹中能把零件上所有要加工表面都加工出来。零件定位基准应尽量与设计基准重合,以减少定位误差对尺寸精度的影响。
数控车床多采用三爪自定心卡盘夹持工件;轴类工件还可采用尾座顶尖支持工件。由于数控车床主轴转速极高,为便于工件夹紧,多采用液压高速动力卡盘,因它在生产厂已通过了严格平衡,具有高转速(极限转速可达4000~6000r/min)、高夹紧力(最大推拉力为2000~8000N)、高精度、调爪方便、通孔、使用寿命长等优点。还可使用软爪夹持工件,软爪弧面由操作者随机配制,可获得理想的夹持精度。通过调整油缸压力,可改变卡盘夹紧力,以满足夹持各种薄壁和易变形工件的特殊需要。为减少细长轴加工时受力变形,提高加工精度,以及在加工带孔轴类工件内孔时,可采用液压自动定心中心架,其定心精度可达0.03㎜。此外,数控车床加工中还有其他相应的夹具,它们主要分为两大类,即用于轴类工件的夹具和用于盘类工件的夹具。
1)用于轴类零件的夹具
用于轴类工件的夹具有自动夹紧拨动卡盘、拨齿顶尖、三爪拨动卡盘和快速可调万能卡盘等。
数控车床加工轴类零件时,坯件装夹在主轴顶尖和尾座顶尖之间,由主轴上的拨盘或拨齿顶尖带动旋转。这类夹具在粗车时可以传递足够大的转距,以适应于主轴的高速旋转车削。
2)用于盘类零件的夹具
用于盘类零件的夹具主要有可调卡爪式卡盘和快速可调卡盘。这类夹具适用于无尾座的卡盘式数控车床上。
