



1、实训图纸(X X 企业固定板零件图)
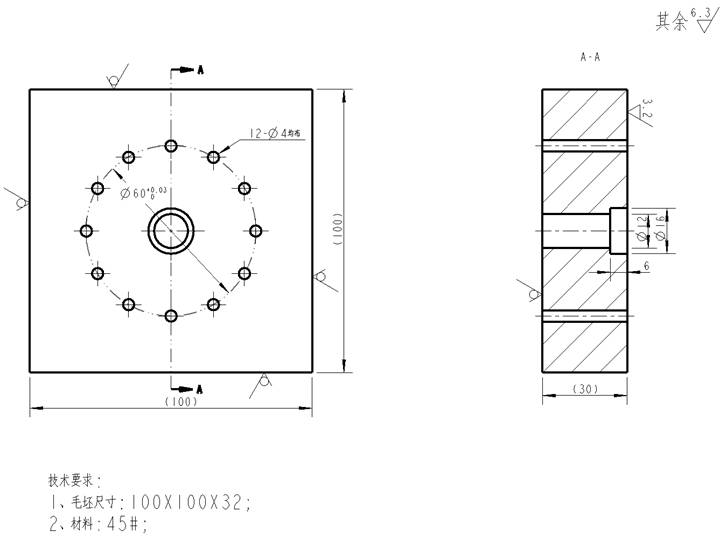
2、工艺分析
该零件主要完成孔的加工。孔尺寸精度为自由公差,加工精度较低。Φ4MM和Φ12MM采用麻花钻直接加工,Φ16MM孔采用铣削方式完成轮廓加工。采用平口钳来装夹工件,工件坐标系设置在工件对称中心轴上。具体加工步骤如下:
(1)分析零件图,合理安排加工工艺;
(2)编制中心孔、钻孔、铣削孔等加工程序;
(3)安装夹毛坯,伸出平口虎钳钳口10mm左右;
(4)安装寻边器(或铣刀),确定工件坐标系原点为毛坯上表面中心位置,并设定零点偏置;
(5)安装面铣刀,粗、精铣工件上表面,作为深度方向的测量基准;
(6)安装Φ12mm立铣刀并对刀,设定相对应的工件坐标系原点偏置;
(7)安装Φ3mm中心钻并进行Z向对刀,设定相对应的工件坐标系原点偏置;
(8)使用G81指令点钻12-Φ4mm底孔,提高孔的位置精度,如图1 所示;
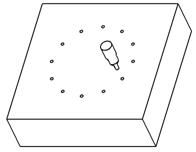
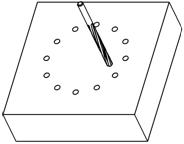
图1 底孔钻 图2 钻Φ4mm孔
(9)安装Φ4mm麻花钻并对刀,设定相对应的工件坐标系原点偏置;
(10)使用G83深孔钻指令加工12-Φ4mm孔,如图2所示;
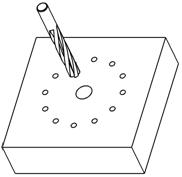
图3钻Φ12mm孔 图4 铣削孔
(11) 安装Φ12mm麻花钻并对刀,设定相对应的工件坐标系原点偏置;
(12)使用G81指令点钻Φ12mm孔,如图3所示;
(13)安装Φ12mm立铣刀并对刀,设定相对应的工件坐标系原点偏置;
(14)铣削Φ16mm孔,如图4所示;

