



图2
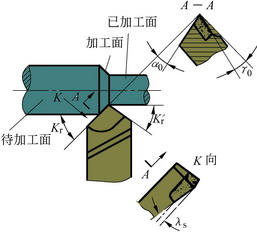
在切削加工过程中,工件上形成三种表面,如图2所示,以车削加工为例。
1)已加工表面 切削后得到的表面。
2)待加工表面 即将切去金属层的表面。
3)切削表面 正在被切削的金属表面。
切削用量是指切削速度 ![]() 、进给量f (或进给速度vf)和背吃刀量ap三者的总称,可称为切削用量三要素。
、进给量f (或进给速度vf)和背吃刀量ap三者的总称,可称为切削用量三要素。
(1)切削速度 ![]() 切削刃上选定点相对于工件沿主运动方向的瞬时速度称为切削速度。以
切削刃上选定点相对于工件沿主运动方向的瞬时速度称为切削速度。以 ![]() 表示,单位为m/min,或m/s。
表示,单位为m/min,或m/s。
若主运动为旋转运动(如车削、铣削等),切削速度一般为其最大线速度,计算公式为:
![]() m/s
m/s
式中: d—工件或刀具直径(mm)
n一工件或刀具转速(r/min)。
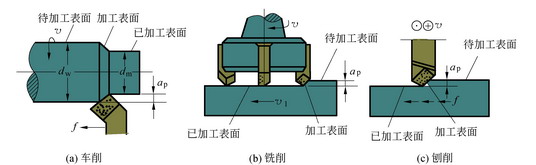
图3 切削用量三要素
(2) 进给量 f 主运动的一循环或单位时间内刀具和工件沿进给运动方向的相对位移量称为进给量。如图3所示, 用单齿刀具(如车刀、刨刀)进行加工时,常用刀具或工件每转或每行程刀具在进给运动方向上相对工件的位移量来度量,称为每转进给量(mm/r)或每行程进给量(mm/st);用多齿刀具(如铣刀)加工时,也可用进给运动的瞬时速度即进给速度来表述,以 ![]() 表示,单位为mm/s或mm/min。
表示,单位为mm/s或mm/min。
(3) 背吃刀量 ![]() 在通过切削刃上选定点并垂直于该点主运动方向的切削层尺寸平面中,垂直于进给运动方向测量的切削层尺寸,称为背吃刀量,以
在通过切削刃上选定点并垂直于该点主运动方向的切削层尺寸平面中,垂直于进给运动方向测量的切削层尺寸,称为背吃刀量,以 ![]() 表示,单位为mm。车外圆时,
表示,单位为mm。车外圆时, ![]() 可用下式计算:
可用下式计算:
![]() mm
mm
式中:
![]() —工件待加工表面(图3)直径,mm;
—工件待加工表面(图3)直径,mm;
![]() —工件已加工表面直径,mm。
—工件已加工表面直径,mm。
钻孔时, ![]() 可用下式计算:
可用下式计算:
![]() mm
mm
式中: ![]() —工件已加工表面直径,即钻孔直径,mm。
—工件已加工表面直径,即钻孔直径,mm。

