



工艺系统中的各组成部分,包括机床、刀具、夹具的制造误差、安装误差、使用中的磨损都直接影响工件的加工精度。也就是说,在加工过程中工艺系统会产生各种误差,从而改变刀具和工件在切削运动过程中的相互位置关系而影响零件的加工精度。这些误差与工艺系统本身的结构状态和切削过程有关,产生加工误差的主要因素有:
(1)系统的几何误差
①加工原理误差
加工原理误差是由于采用了近似的加工运动方式或者近似的刀具轮廓而产生的误差,因在加工原理上存在误差,故称加工原理误差。只要原理误差在允许范围内,这种加工方式仍是可行的。
②机床的几何误差
机床的制造误差、安装误差以及使用中的磨损,都直接影响工件的加工精度。其中主要是机床主轴回转运动、机床导轨直线运动和机床传动链的误差。
③刀具的制造误差及磨损
刀具的制造误差、安装误差以及使用中的磨损,都影响工件的加工精度。刀具在切削过程中,切削刃、刀面与工件、切屑产生强烈摩擦,使刀具磨损。当刀具磨损达到一定值时,工件的表面粗糙度值增大,切屑颜色和形状发生变化,并伴有振动。刀具磨损将直接影响切削生产率、加工质量和成本。
④夹具误差
夹具误差包括定位误差、夹紧误差、夹具安装误差及对刀误差等。这些误差主要与夹具的制造和装配精度有关。下面将对夹具的定位误差进行详细的分析。
工件在夹具中的位置是以其定位基面与定位元件相接触(配合)来确定的。然而,由于定位基面、定位元件工作表面的制造误差,会使各工件在夹具中的实际位置不相一致。加工后,各工件的加工尺寸必然大小不一,形成误差。这种由于工件在夹具上定位不准而造成的加工误差称为定位误差,用△D表示。它包括基准位移误差和基准不重合误差。在采用调整法加工一批工件时,定位误差的实质是工序基准在加工尺寸方向上的最大变动量。采用试切法加工,不存在定位误差。
定位误差产生的原因是工件的制造误差和定位元件的制造误差,两者的配合间隙及工序基准与定位基准不重合等。
●基准不重合误差
当定位基准与工序基准不重合时而造成的加工误差,称为基准不重合误差,其大小等于定位基准与工序基准之间尺寸的公差,用△B表示。
●基准位移误差 工件在夹具中定位时,由于工件定位基面与夹具上定位元件限位基面的制造公差和最小配合间隙的影响,导致定位基准与限位基准不能重合,从而使各个工件的位置不一致,给加工尺寸造成误差,这个误差称为基准位移误差,用△Y表示。图1-12a是圆套铣键槽的工序简图,工序尺寸为A和B。图1-12b是加工示意图,工件以内孔D在圆柱心轴上定位,O是心轴轴心,C是对刀尺寸。尺寸A的工序基准是内孔轴线,定位基准也是内孔轴线,两者重合,△B=0。但是,由于工件内孔面与心轴圆柱面有制造公差和最小配合间隙,使得定位基准(工件内孔轴线)与限位基准(心轴轴线)不能重合,定位基准相对于限位基准下移了一段距离,由于刀具调整好位置后在加工一批工件过程中位置不再变动(与限位基准的位置不变)。所以,定位基准的位置变动影响到尺寸A的大小,给尺寸A造成了误差,这个误差就是基准位移误差。
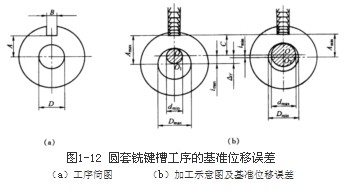
基准位移误差的大小应等于因定位基准与限位基准不重合造成工序尺寸的最大变动量。
由图1-12b可知,一批工件定位基准的最大变动量为
△i=Amax-Amin
式中:△i——一批工件定位基准的最大变动量;
Amax——最大工序尺寸;
Amin——最小工序尺寸。
当定位基准的变动方向与工序尺寸的方向相同时,基准位移误差等于定位基准的变动范围,即
△y=△i
此时:△i= imax-imin
Amax——定位基准的最大位移;
Amin——定位基准的最小位移。
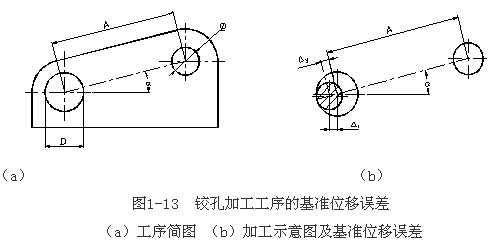
当定位基准的变动方向与工序尺寸的方向不同时,基准位移误差等于定位基准的变动范围在加工尺寸方向上的投影,如图1-13所示,即
△y=△icosα
式中:α——定位基准的变动方向与工序尺寸方向间的夹角。
(2)工艺系统的受力变形
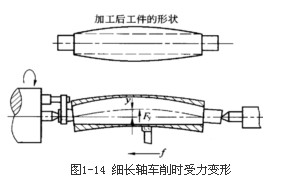
由机床、夹具、工件、刀具所组成的工艺系统是一个弹性系统,在加工过程中由于切削力、传动力、惯性力、夹紧力以及重力的作用,会产生弹性变形,从而破坏了刀具与工件之间的准确位置,产生加工误差。例如车削细长轴时(图1-14),在切削力的作用下,工件因弹性变形而出现“让刀”现象。随着刀具的进给,在工件的全长上切削深度将会由多变少,然后再由少变多,结果使零件产生腰鼓形。
①工艺系统受力变形对加工精度的影响主要有:
●切削过程中受力点位置变化引起的加工误差
切削过程中,工艺系统的刚度随切削力着力点位置的变化而变化,引起系统变形的差异,使零件产生加工误差。
在两顶尖间车削粗而短的光轴时,由于工件刚度较大,在切削力作用下的变形相对机床、夹具和刀具的变形要小得多,故可忽略不计。此时,工艺系统的总变形完全取决于机床床头、尾架(包括顶尖)和刀架(包括刀具)的变形,工件产生的误差为双曲线圆柱度误差。
在两顶尖间车削细长轴时,由于工件细长,刚度小,在切削力作用下,其变形大大超过机床夹具和刀具的受力变形。因此,机床、夹具和刀具的受力变形可略去不计,此时,工艺系的变形完全取决于工件的变形,工件产生腰鼓形圆柱度误差。
●毛坯加工余量不均,材料硬度变化导致切削力大小变化引起的加工误差——误差复映
工件的毛坯外形虽然具有粗略的零件形状,但它在尺寸、形状以及表面层材料硬度均匀性上都有较大的误差。毛坯的这些误差在加工时使切削深度不断发生变化,从而导致切削力的变化,进而引起工艺系统产生相应的变形,使得零件在加工后还保留与毛坯表面类似的形状或尺寸误差。当然工件表面残留的误差比毛坯表面误差要小得多,这种现象称为“误差复映规律”,所引起的加工误差称为“复映误差”。
②减小工艺系统受力变形的措施主要有:
一是提高工件加工时的刚度;二是提高工件安装时的夹紧刚度;三是提高机床部件的刚度。
(3)工艺系统的热变形
机械加工中,工艺系统在各种热源的作用下产生一定的热变形。由于工艺系统热源分布的不均匀性及各环节结构、材料的不同,使工艺系统各部分的变形产生差异,从而破坏了刀具与工件的准确位置及运动关系,产生加工误差,尤其对于精密加工,热变形引起的加工误差占总误差的一半以上。因此,在近代精密加工中,控制热变形对加工精度的影响已成为重要的任务和研究课题。
在加工过程中,工艺系统的热源主要有内部热源和外部热源两大类。内部热源来自切削过程,主要包括切削热、摩擦热、派生热源。外部热源主要来自于外部环境,主要包括环境温度和热辐射。这些热源产生的热造成工件、刀具和机床的热变形。
减少工艺系统热变形的措施主要有:一是减少工艺系统的热源及其发热量;二是加强冷却,提高散热能力;三是控制温度变化,均衡温度; 四是采用补偿措施;五是改善机床结构。此外,还应注意改善机床结构,减小其热变形。首先考虑结构的对称性。一方面传动元件(轴承、齿轮等)在箱体内安装应尽量对称,使其传给箱壁的热量均衡,变形相近;另一方面,有些零件(如箱体)应尽量采用热对称结构,以便受热均匀。还应注意合理选材,对精度要求高的零件尽量选用膨胀系数小的材料。
(4)调整误差
零件加工的每一个工序中,为了获得被加工表面的形状、尺寸和位置精度,总得对机床、夹具和刀具进行这样或那样的调整。任何调整工作必然会带来一些原始误差,这种原始误差即调整误差。
调整误差与调整方法有关。调整方法主要有:
①试切法调整
试切法调整,就是对被加工零件进行“试切-测量-调整-再试切”,直至达到所要求的精度。它的调整误差来源有:测量误差;微量进给时,机构灵敏度所引起的误差;最小切削深度影响。
②用定程机构调整
③用样件或样板调整
(5)工件残余应力引起的误差
残余应力是指当外部载荷去掉以后仍存留在工件内部的应力。残余应力是由于金属发生了不均匀的体积变化而产生的。其外界因素来自热加工和冷加工。有残余应力的零件处于一种不稳定状态。一旦其内应力的平衡条件被打破,内应力的分布就会发生变化,从而引起新的变形,影响加工精度。
①内应力产生的原因主要有:毛坯制造中产生的内应力;冷校正产生的内应力;切削加工产生的内应力。
②减小或消除内应力的措施 一是采用适当的热处理工序。二是给工件足够的变形时间。三是零件结构要合理,结构要简单,壁厚要均匀。
(6)数控机床产生误差的独特性
数控机床与普通机床的最主要差别有两点:一是数控机床具有“指挥系统”——数控系统;二是数控机床具有执行运动的驱动系统——伺服系统。
在数控机床上所产生的加工误差,与在普通机床上产生的加工误差,其来源有许多共同之处,但也有独特之处,例如伺服进给系统的跟踪误差、检测系统中的采样延滞误差等,这些都是普通机床加工时所没有的。所以在数控加工中,除了要控制在普通机床上加工时常出现的那一类误差源以外,还要有效地抑制数控加工时才可能出现的误差源。这些误差源对加工精度的影响及抑制的途径主要有以下几个方面:
①机床重复定位精度的影响
数控机床的定位精度是指数控机床各坐标轴在数控系统的控制下运动的位置精度,引起定位误差的因素包括数控系统的误差和机械传动的误差。而数控系统的误差则与插补误差、跟踪误差等有关。机床重复定位精度是指重复定位时坐标轴的实际位置和理想位置的符合程度。
②检测装置的影响
检测反馈装置也称为反馈元件,通常安装在机床工作台或丝杠上,相当于普通机床的刻度盘和人的眼睛,检测反馈装置将工作台位移量转换成电信号,并且反馈给数控装置,如果与指令值比较有误差,则控制工作台向消除误差的方向移动。数控系统按有无检测装置可分为开环、闭环与半闭环系统。开环系统精度取决于步进电动机和丝杠精度,闭环系统精度取决于检测装置精度。检测装置是高性能数控机床的重要组成部分。
③刀具误差的影响
在加工中心上,由于采用的刀具具有自动交换功能,因而在提高生产率的同时,也带来了刀具交换误差。用同一把刀具加工一批工件时,由于频繁重复换刀,致使刀柄相对于主轴锥孔产生重复定位误差而降低加工精度。
抑制数控机床产生误差的途径有硬件补偿和软件补偿。过去一般多采用硬件补偿的方法。如加工中心采用螺距误差补偿功能。随着微电子、控制、监测技术的发展,出现了新的软件补偿技术。它的特征是应用数控系统通信的补偿控制单元和相应的软件,以实现误差的补偿,其原理是利用坐标的附加移动来修正误差。
(7)提高加工精度的工艺措施
保证和提高加工精度的方法,大致可概括为以下几种:减小原始误差法、补偿原始误差法、转移原始误差法、均分原始误差法、均化原始误差法、“就地加工”法。
①减少原始误差
这种方法是生产中应用较广的一种基本方法。它是在查明产生加工误差的主要因素之后,设法消除或减少这些因素。例如细长轴的车削,现在采用了大走刀反向车削法,基本消除了轴向切削力引起的弯曲变形。若辅之以弹簧顶尖,则可进一步消除热变形引起的热伸长的影响。
②补偿原始误差
误差补偿法,是人为地造出一种新的误差,去抵消原来工艺系统中的原始误差。当原始误差是负值时人为的误差就取正值,反之,取负值,并尽量使两者大小相等;或者利用一种原始误差去抵消另一种原始误差,也是尽量使两者大小相等,方向相反,从而达到减少加工误差,提高加工精度的目的。
③转移原始误差
误差转移法实质上是转移工艺系统的几何误差、受力变形和热变形等。
误差转移法的实例很多。如当机床精度达不到零件加工要求时,常常不是一味提高机床精度,而是从工艺上或夹具上想办法,创造条件,使机床的几何误差转移到不影响加工精度的方面去。如磨削主轴锥孔保证其和轴颈的同轴度,不是靠机床主轴的回转精度来保证,而是靠夹具保证。当机床主轴与工件之间用浮动联接以后,机床主轴的原始误差就被转移掉了。
④均分原始误差
在加工中,由于毛坯或上道工序误差(以下统称“原始误差”)的存在,往往造成本工序的加工误差,或者由于工件材料性能改变,或者上道工序的工艺改变(如毛坯精化后,把原来的切削加工工序取消),引起原始误差发生较大的变化,这种原始误差的变化,对本工序的影响主要有两种情况:
●误差复映,引起本工序误差;
●定位误差扩大,引起本工序误差。
解决这个问题,最好是采用分组调整均分误差的办法。这种办法的实质就是把原始误差按其大小均分为n组,每组毛坯误差范围就缩小为原来的1/n,然后按各组分别调整加工。
⑤均化原始误差
对配合精度要求很高的轴和孔,常采用研磨工艺。研具本身并不要求具有高精度,但它能在和工件作相对运动过程中对工件进行微量切削,高点逐渐被磨掉(当然,模具也被工件磨去一部分)最终使工件达到很高的精度。这种表面间的摩擦和磨损的过程,就是误差不断减少的过程。这就是误差均化法。它的实质就是利用有密切联系的表面相互比较,相互检查从对比中找出差异,然后进行相互修正或互为基准加工,使工件被加工表面的误差不断缩小和均。 在生产中,许多精密基准件(如平板、直尺、角度规、端齿分度盘等)都是利用误差均化法加工出来的。
⑥就地加工法
在加工和装配中有些精度问题,牵涉到零件或部件间的相互关系,相当复杂,如果一味地提高零、部件本身精度,有时不仅困难,甚至不可能,若采用就地加工法(也称自身加工修配法)的方法,就可能很方便地解决看起来非常困难的精度问题。就地加工法在机械零件加工中常用来作为保证零件加工精度的有效措施。

