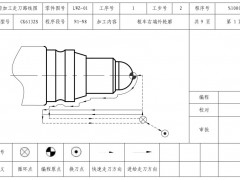
数控加工工序卡与普通加工工序卡很相似,所不同的是:工序简图中应注明编程原点与对刀点,要有编程说明及切削参数的选择等,它是操作人员进行数控加工的主要指导性工艺资料。工序卡应按已确定的工步顺序填写。如果工序加工内容比较简单,也可采用 下表所示数控加工工艺卡片的形式。
| 单位名称 | 产品名称或代号 | 零件名称 | 零件图号 | ||||||||
| 工序号 | 程序编号 | 夹具名称 | 使用设备 | 车 间 | |||||||
| 工步号 | 工 步 内 容 | 刀具号 | 刀具规格 | 主轴转速 | 进给速度 | 背吃刀量 | 备注 | ||||
| 编 制 | 审 核 | 批 准 | 年 月 日 | 共 页 | 第 页 | ||||||



数控加工工序卡与普通加工工序卡很相似,所不同的是:工序简图中应注明编程原点与对刀点,要有编程说明及切削参数的选择等,它是操作人员进行数控加工的主要指导性工艺资料。工序卡应按已确定的工步顺序填写。如果工序加工内容比较简单,也可采用 下表所示数控加工工艺卡片的形式。
| 单位名称 | 产品名称或代号 | 零件名称 | 零件图号 | ||||||||
| 工序号 | 程序编号 | 夹具名称 | 使用设备 | 车 间 | |||||||
| 工步号 | 工 步 内 容 | 刀具号 | 刀具规格 | 主轴转速 | 进给速度 | 背吃刀量 | 备注 | ||||
| 编 制 | 审 核 | 批 准 | 年 月 日 | 共 页 | 第 页 | ||||||
编程爱好者共发布605篇

2025-02-081078
2025-02-081214
2025-02-081185
2025-02-081116
2025-02-081148
2025-02-081143
2025-02-081100
2025-02-081125
2025-02-081065
2024-01-03650